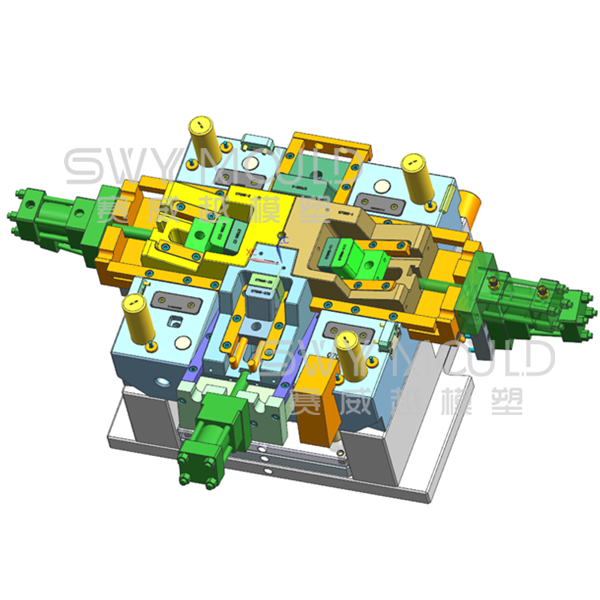
Molde de bloqueo de soporte de plástico para tope trasero portátil de hockey
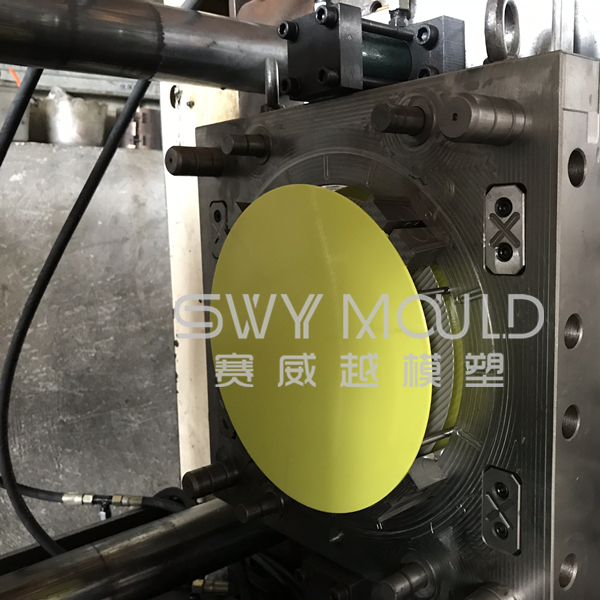
Uso de la pieza: para bloquear el tope de pelusa - Sistema de tope portátil montado en portería de lacrosse y hockey (como se muestra en la segunda imagen)
Material de la pieza: fibra de vidrio + 30% nailon, anti-UV
Característica de la pieza: estructura compleja, roscada interior
Material del molde: H13
Cavidad del molde: 1
Tipo de moldeo: completo automáticamente
Plazo de entrega: 50 días después de terminado el diseño
Este molde está hecho para nuestro cliente estadounidense, que vende los mejores métodos y productos más eficientes para los deportes de gol, llamado Lax Dog. Para este producto de bloqueo de soporte, nuestro cliente nos envió un diseño 3D para cotización, pero es solo un diseño, no hay un objeto real. Entonces, discutiendo con nuestro cliente, hicimos un prototipo en 3D para que verificara la viabilidad. Solo después de todo confirmado bien, comenzamos a hacer molde.
¿Puede verificar el uso de este bloqueo de soporte para el producto del cliente SWY:
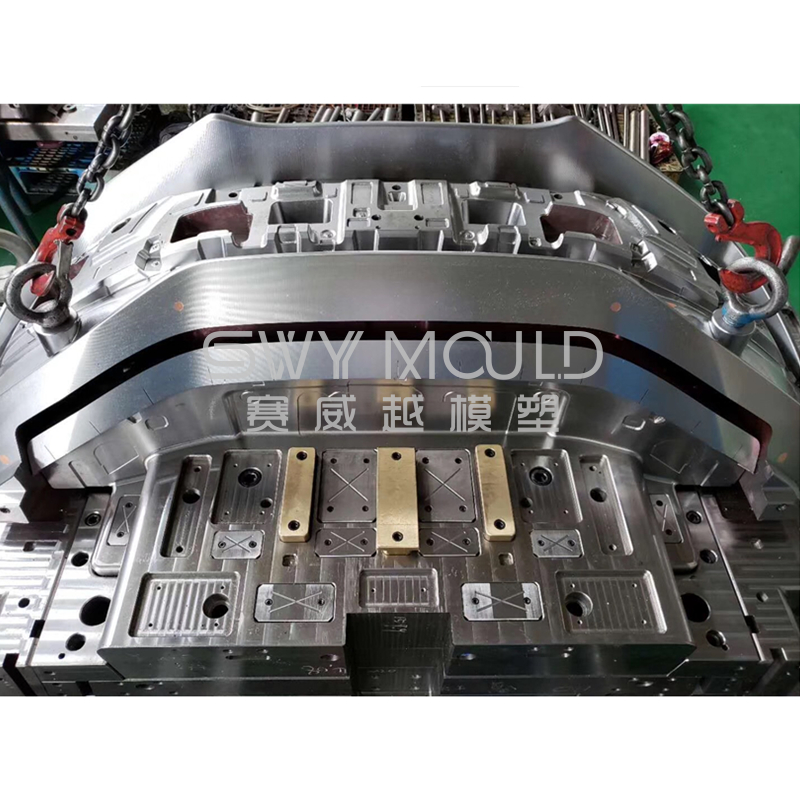
Diseño de sistema de bloque de bloqueo de molde
Cuando diseñamos un molde, si el deslizador angular es demasiado largo, necesitamos usar un bloque de bloqueo para hacer que el pasador del deslizador angular sea más corto y más fuerte. Si no hacemos un bloque de bloqueo, el pasador deslizante angular se puede romper durante el tiempo de trabajo.
Ventaja del bloque:
Fácil instalación y mantenimiento, aunque el molde del pasador angular se rompió cuando se usó para la producción, el molde no necesita enviarse desde la máquina de inyección para reemplazarlo.
¿Cómo seleccionar el ángulo del bloque de bloqueo y el pasador deslizante angular?
Para esta imagen, llamaremos:
El ángulo del pasador angular es: a
El ángulo del bloque es: b
* Si a> b:
Si el ángulo de un pasador angular es mayor que el ángulo de un bloque. el moho es dañino.
* Si a = b:
Si el ángulo de un pasador angular y el ángulo del bloque son iguales, el código deslizante no se puede mover.
* Si a <b:
Si el ángulo de un pasador angular es más pequeño que el ángulo de un bloque, el bloque y el pasador se tocan fácilmente, el movimiento es suave.
De los tres tipos anteriores, el ángulo del pasador angular es más pequeño que el ángulo del bloque. Cuando diseñamos el molde, el ángulo del pasador angular suele ser menor de 25 grados, aproximadamente 12 ~ 25 grados.
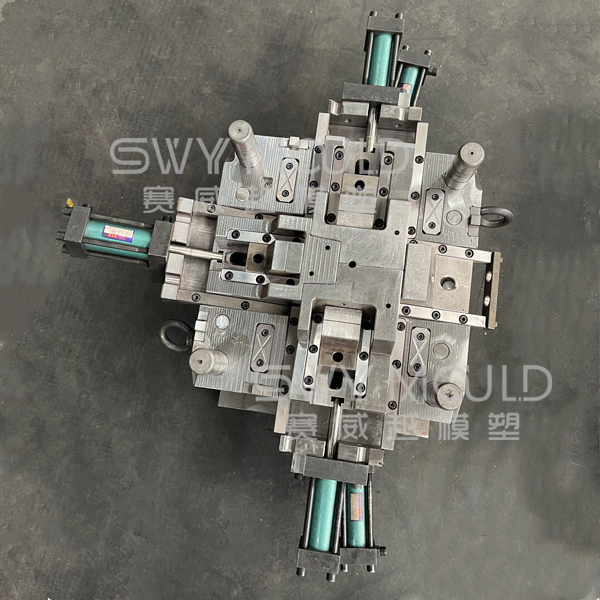
La siguiente imagen mostrará 2 tipos de bloques y pines angulares.
Para el concepto A, usamos un perno para fijar el bloque a la cavidad.
Para el concepto B, usaremos dos tornillos para los bloques grandes.
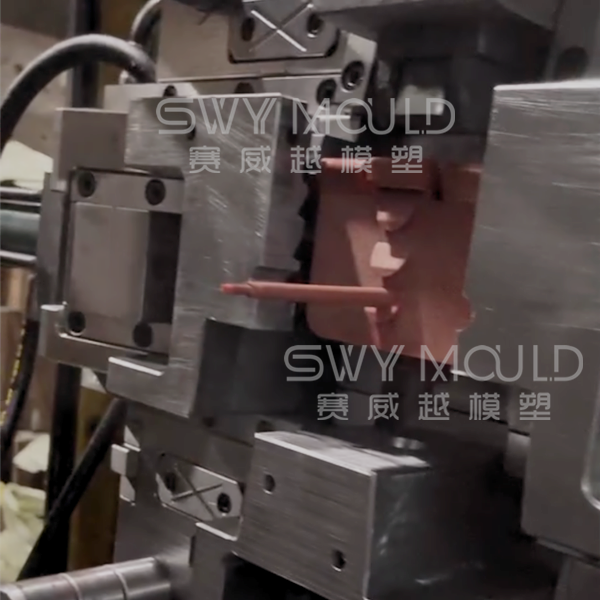
También para este molde, es necesario colocar un inserto en el producto cuando se trabaja en la máquina de moldeo por inyección.
Tecnología de moldeo por inserción
El moldeo por inserción es un método de moldeo por inyección en el que se instala un inserto (una parte metálica u otro elemento insertado) dentro de la cavidad mientras el molde aún está abierto, y luego se cierra el molde y se lleva a cabo el moldeo por inyección. Este método se utiliza para el moldeo por inyección de carcasas en las que se moldean por inserción tornillos o ejes de latón, o para componentes electrónicos en los que se moldean por inserción terminales o contactos metálicos.
Modos de realizar el moldeo por inserción
El método más simple de colocar los insertos dentro de la cavidad es fijar a la cavidad a mano o por robots los insertos que se mecanizan por separado como piezas individuales (Fig. 1).
Para fabricar un gran número de piezas de forma eficiente, también se ha propuesto un método de moldeo progresivo en el que el moldeo se realiza sucesivamente después de introducir automáticamente en la cavidad un aro metálico en el que previamente se han formado las formas requeridas mediante una prensa progresiva. molde de formación (Fig. 2).
Dado que el método de moldeo por inserción es un método para fabricar un artículo moldeado mediante una combinación de una pieza formada de metal y plástico, es necesario acumular conocimientos técnicos mediante prueba y error para combinar material con diferentes propiedades, como el coeficiente de expansión térmica. , coeficiente de transferencia de calor, resistencia, etc.
Un buen diseño de moldes de inyección será difícil si tampoco se comprenden las precisiones y capacidades del moldeado a presión.
El moldeo por inserción es un método de moldeo que ofrece una adición de alto valor además de permitir la fabricación a bajo costo de varios componentes electrónicos de precisión o artículos moldeados de excelente calidad para piezas de automóvil. Por el contrario, sin un alto nivel de capacidad técnica, no es posible fabricar grandes cantidades de manera estable.
Se puede decir que la tecnología de moldeo por inserción de precisión y la tecnología de preparación de moldes de Japón son de primer nivel en el mundo.
Para realizar el moldeo por inserción en la práctica, la excelencia en el diseño de matrices de formación a presión y la tecnología de fabricación, por ejemplo, la tecnología de posicionamiento o la tecnología de mecanizado de piezas de molde, etc., deben incorporarse a la tecnología de diseño de moldes de plástico en un manera flexible.
Viendo el movimiento mecánico del molde y el video de prueba de SWY MOLD





![[Fig. 1] Example of insert molded items](http://www.misumi-techcentral.com/tt/en/mold/images/129_01.gif)
![[Fig. 2] Hoop feeding type insert molding method](http://www.misumi-techcentral.com/tt/en/mold/images/129_02.gif)
![[Fig. 3] Example of insert molded item](http://www.misumi-techcentral.com/tt/en/mold/images/129_03.gif)