Para los moldes de múltiples cavidades, para producir bien, el sistema de ventilación de aire también es importante.
Fuentes de aire en el molde.
1. Aire atrapado en la cavidad y el sistema de compuerta
2. La humedad contenida en el material plástico se evapora en gas a la temperatura de inyección.
3. El gas generado por la descomposición plástica.
4. El gas generado por la volatilización o reacción química de ciertos aditivos contenidos en el plástico.
5. El gas generado por la volatilización de agentes desmoldeantes.
Una mala ventilación conduce a defectos
1. Obstaculizar el llenado normal y rápido del plástico fundido
2. El calor generado por la compresión del aire puede quemar el plástico.
3. El gas puede penetrar en la pieza de plástico y, por lo tanto, provocar defectos como poros y holgura en las condiciones de llenado rápido, alta temperatura, baja viscosidad del material, presión de inyección excesiva y grosor de la pieza.
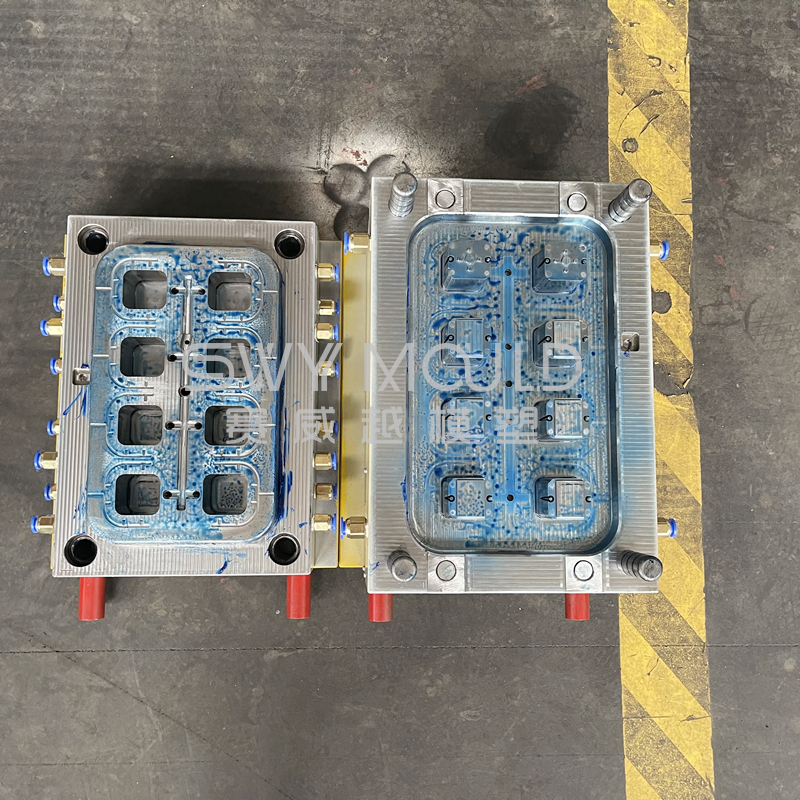
Diseño del sistema de ventilación del molde
El respiradero del molde debe diseñarse en el lado de la cavidad de la superficie de separación, para facilitar la fabricación y limpieza del molde. Intente colocarlo al final del flujo de material y la sección más gruesa de la pieza de plástico. La dirección de ventilación no debe mirar hacia el operador, sino que debe maquinarse en una curva o doblez, para evitar que el operador se queme durante la inyección de gas. La ventilación suele medir de 1,5 a 6 mm de ancho y de 0,02 a 0,05 mm de profundidad. Se prefiere que el material plástico no entre en el respiradero.
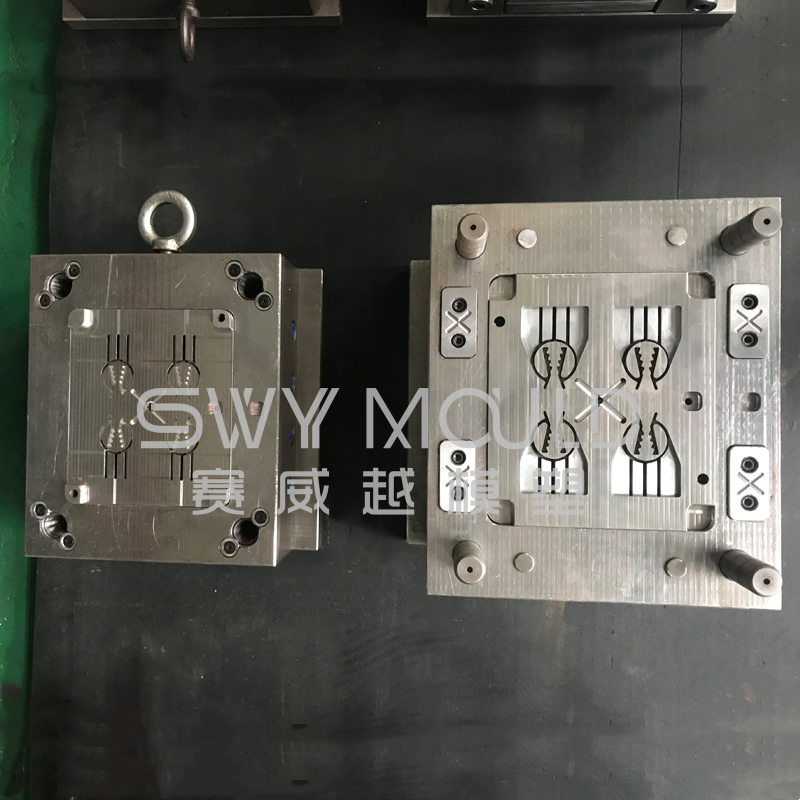
Métodos de ventilación del molde
1. Salida de aire
El respiradero del molde generalmente se encuentra en la cavidad, alrededor de la cavidad o en el extremo más alejado del flujo de masa fundida.
2. Bombeo de vacío
Este método requiere que la superficie de separación del molde esté bien emparejada y el gas de la cavidad se evacue a través de los poros. Sin embargo, se requiere un dispositivo de aspiración, lo que aumenta el costo del molde, por lo que generalmente no se adopta.
3. Ventilación por espacio libre
* El espacio libre entre las superficies coincidentes de la pieza insertada, como la cavidad y los insertos de núcleo
* El espacio libre de las piezas laterales que extraen el núcleo
* El espacio entre las piezas del expulsor (pin expulsor, almohadilla expulsora)
* La holgura en la superficie de partición (rugosidad media)
Cuando utilice el espacio libre para ventilación, el espacio libre puede bloquearse después de un período prolongado de uso, por lo que debe limpiarse con regularidad para mantenerlo despejado.
4. Ventilación a través de metal poroso
En los últimos años, se ha desarrollado un nuevo material que presenta una estructura uniforme de poros interiores interconectados, el metal poroso, que proporciona un rendimiento de ventilación excepcional cuando se trata de la ventilación de la cavidad del molde. Cuando no es fácil ventilar una cierta parte de la cavidad, se puede seleccionar el metal poroso como material del inserto de la cavidad, para lograr una ventilación efectiva.