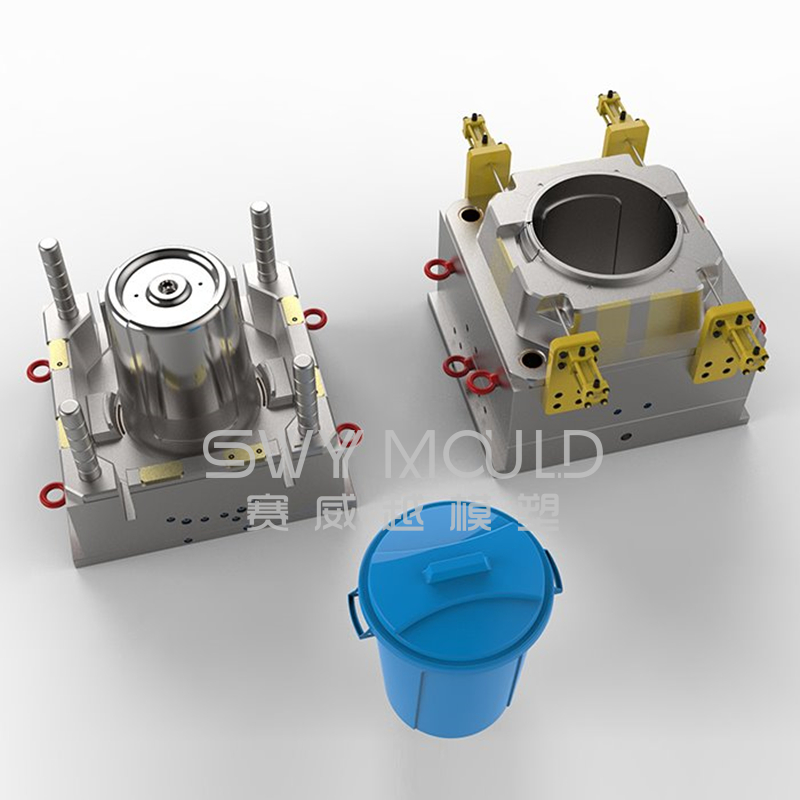
En total, dos moldes para este producto de contenedor de plástico reciclable de cocina, un molde para el cuerpo del contenedor de plástico reciclable de cocina, un molde para la tapa del contenedor. SWY MOLD ha fabricado muchos moldes para contenedores, como 1L, 5L, 10L, 15L, 20L, 25L, 40L, 50L, 60L, 120L, etc.
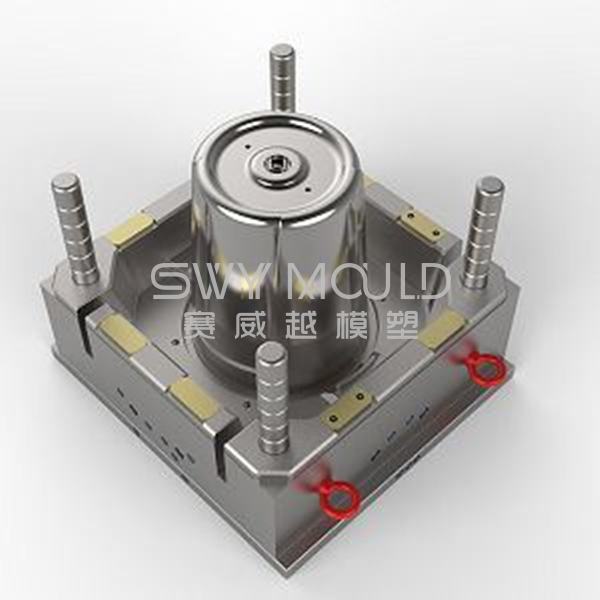
Para este molde, SWY usa un cilindro de aceite para mover los pasadores para hacer agujeros. Equilibre el espesor de la pared con un buen moldeado. Durante el diseño del producto del depósito y el diseño del molde, consideraremos la contracción del material, el índice de flujo de fusión de la materia prima, etc. para elegir el mejor tamaño de la puerta de inyección y la posición de los moldes del depósito. Elegiremos la mejor solución adecuada para sus moldes para contenedores de acuerdo con sus requisitos, como el corredor del molde, el acero para moldes, la forma de expulsión del molde, etc. Los disparos garantizan la vida útil del molde, adecuado para moldes domésticos.
Para moldes de contenedores grandes, puede usar un robot para recoger productos de la máquina de moldeo por inyección, será seguro para la producción y diseñaremos moldes para que se ajusten a su máquina de moldeo por inyección. Después de que se confirme el diseño del producto y el diseño del molde, comenzaremos a comprar acero para moldes y comenzaremos con las herramientas del molde. Usaremos equipos de herramientas de precisión para procesar el molde del contenedor, para asegurar el equilibrio del espesor de la pared. Podemos terminar las herramientas de moldes dentro de los 40 días hábiles para que podamos enviarle los moldes y usted pueda comenzar la producción en poco tiempo. Si está interesado en moldes de plástico para contenedores reciclables de cocina, agradezca su consulta.
Pasos de operación principales para el molde de inyección de plástico de la papelera reciclable de cocina
1. Recibir información de los clientes (concepto, muestra, modelo físico, datos 2D o 3D)
2. Transformar la información en un modelo de datos 3D mediante el sistema CAD
3. Compra el material
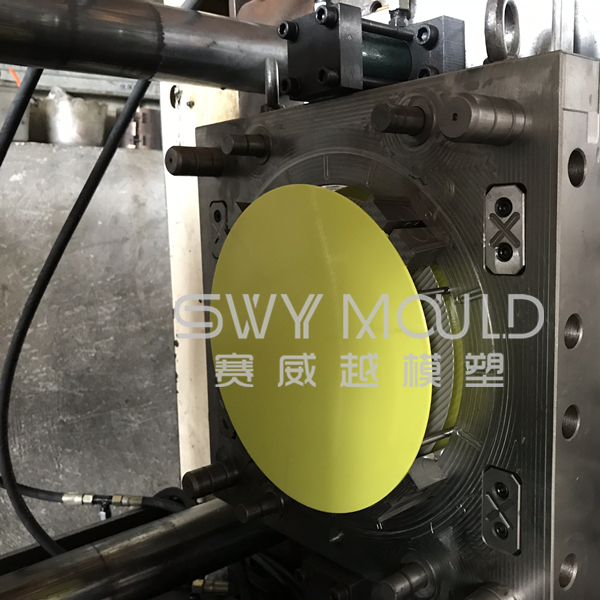
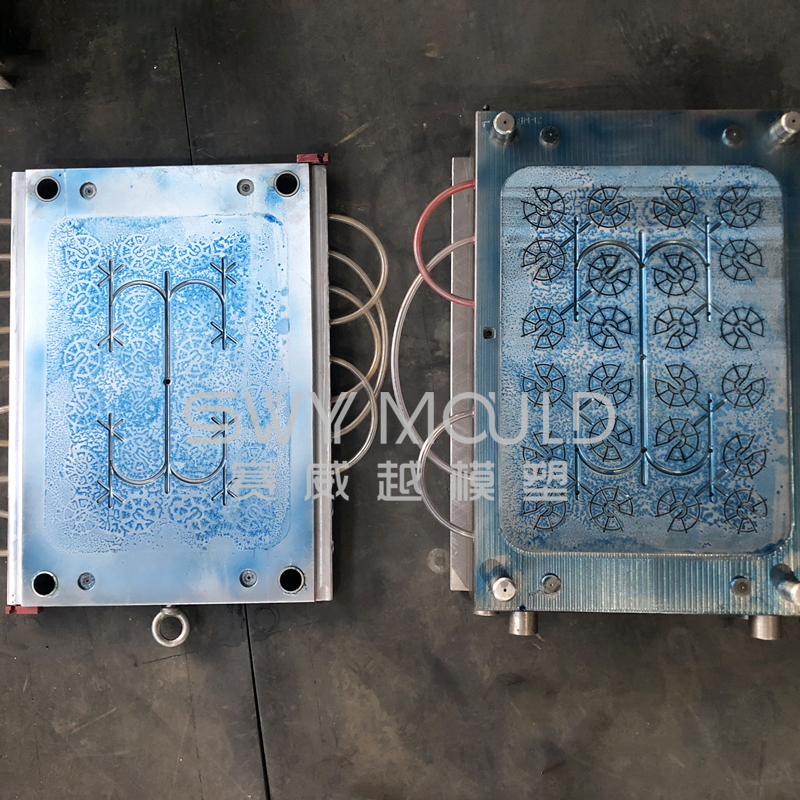
4. Fabricación de fresado CNC y electroerosión
5. Mold-Trial y algunas muestras producidas
6. Entregue la muestra y obtenga la opinión de los clientes
7. Tratamiento final del molde
8. Entregar moldes y brindar servicios al cliente
Los factores deben preocuparse en el procesamiento y la fabricación de moldes.
1. La precisión del mecanizado debe estar muy bien garantizada.
Desde el aspecto del procesamiento y fabricación de moldes, se puede entender que los moldes son un producto muy básico para la producción de cualquier otro producto básico. Es precisamente por esto que en el proceso de procesamiento real, el tratamiento de precisión siempre debe colocarse en una posición muy importante. En particular, se trata de muchos moldes de formas muy complicadas. Debería ser mejor comprender la precisión porque solo se puede garantizar la precisión del molde para que la próxima producción sea exitosa, de lo contrario, el producto real producido en el siguiente paso causará desperdicio de materiales, que deben colocarse en una posición muy importante. en el proceso de producción de moldes.
2. Cumplir con las condiciones de producción repetitiva
En el proceso de producción real, es muy normal que el molde se dañe y no se pueda utilizar. En este momento, dado que el fabricante no ha realizado ningún cambio en el producto, es muy necesario si el procesamiento y la fabricación del molde pueden cumplir con la producción repetida. Como fabricante En cuanto a ello, los datos de producción anteriores deberían mantenerse muy bien. Cuando se requiere una producción repetida, esta necesidad puede satisfacerse. Solo de esta manera podemos proporcionar más conveniencia para cada parte de la producción general y podemos tener un efecto de producción más ideal.
3. Debería mejorarse la tecnología de elaboración de perfiles.
Aunque muchas producciones de moldes tienen requisitos muy estrictos sobre varios datos, algunas de las producciones no tienen dibujos ni datos y solo se procesan de acuerdo con la forma del producto específico. De hecho, esto es muy difícil en términos de dificultad, pero en lo que respecta al fabricante real, la tecnología de producción que puede cumplir con este aspecto también se ha convertido en una parte muy importante. Por lo tanto, como fabricante de procesamiento y fabricación de moldes, es muy importante poder mejorar mejor la tecnología.
4. Excelente en materiales para moldes
Desde la perspectiva de la producción de moldes específicos, podemos darnos cuenta de que una comprensión más seria de los materiales se ha convertido en algo muy importante en la actualidad. La dureza del material debe satisfacer las necesidades de producción. Solo después de que el material pueda satisfacer las necesidades relevantes, se puede comprender mejor cada parte de la producción general. El producto final es solo en términos de calidad y otras partes. Puede tener una alta garantía, el contenido de esta parte debe considerarse mejor con una actitud más seria.
De esta manera, las diversas partes del procesamiento y la fabricación de moldes se pueden comprender mejor, y se espera que todos los fabricantes de moldes puedan comprender mejor estos contenidos relacionados para que todos los aspectos de la producción de moldes puedan protegerse mejor. Podemos prestar atención a todos los aspectos de una producción específica. Como fabricante, solo con la mejora continua de la tecnología y mejores garantías en términos de materiales de producción, la producción general puede ser realmente fluida.
Proveedor de moldes de acero y repuestos en SWY
Contamos con un sistema de proveedores calificado. Desde proveedor de material plástico hasta proveedor de material de acero, desde proveedor de componentes para moldes hasta proveedor de canal caliente. Todos los proveedores obtienen una buena reputación en su industria.
Algunos de nuestros clientes designarán proveedores reconocidos en todo el mundo como DME, Hasco, YUDO, Mastip, etc. La razón por la que eligen este tipo de proveedores no es solo por su buena calidad, sino también porque tienen distribuidores todos. sobre el mundo. A la que pueden pedir ayuda fácilmente si alguno de los componentes se rompe. Mientras tanto, este tipo de proveedores siempre piden un precio elevado.
Algunos otros proveedores aunque no tienen filial en el exterior, brindan buena calidad dentro del mercado nacional. No es diferente para ellos si es una marca conocida o no, pero debe ser de buena calidad a un precio competitivo.
El principio para que elijamos proveedores se basa en dos factores, uno es de buena calidad y el otro es un precio competitivo.

Velocidad de moldeo por inyección en el proceso de moldeo de plástico.
La velocidad de inyección relativa a la presión de inyección muestra una curva en U. Si la velocidad de inyección es demasiado baja, la pérdida de calor será mayor que la generación de calor, lo que hará que la temperatura de flujo baje, la viscosidad aumente y la capa de solidificación se espese. Por lo tanto, aumentará la resistencia al flujo, así como la presión de inyección.
Por otro lado, cuando la velocidad de moldeo por inyección es alta, la temperatura de flujo aumentará, la viscosidad disminuirá y la capa de solidificación será más delgada. Sin embargo, la fricción entre la capa de solidificación y la capa de flujo verá un aumento considerable, lo que hará que aumente la presión de inyección. La presión de inyección se minimizará cuando la velocidad de flujo sea constante en la cavidad.
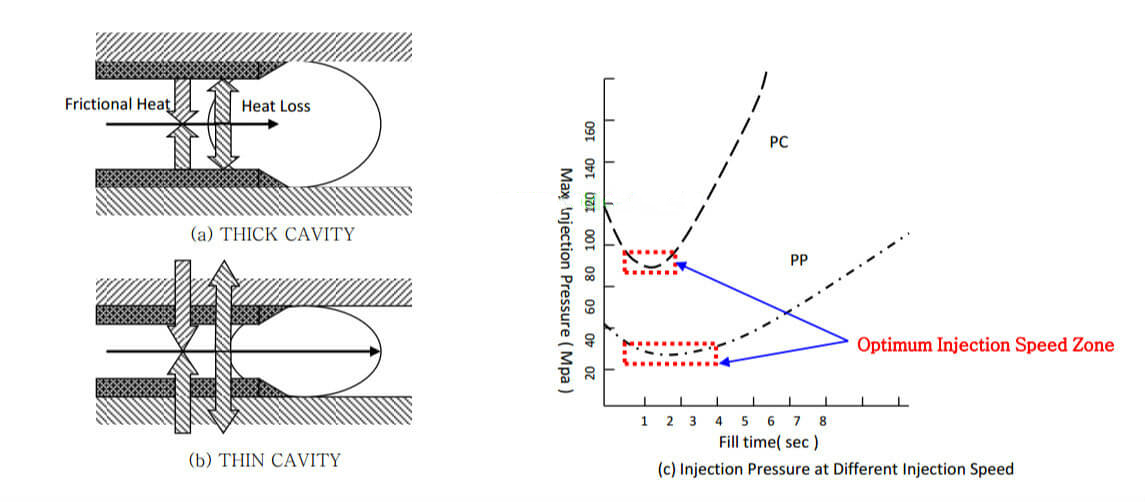
Velocidad de inyección óptima
La velocidad de inyección óptima nos permite mantener la presión de inyección mínima en determinadas condiciones. La velocidad de inyección debe variar con el espesor de la cavidad. En comparación con los gruesos, los delgados poseen una sección transversal de flujo efectivo más pequeña. Como resultado, necesitamos aumentar la velocidad de inyección, mejorar la tasa de deformación general y aumentar la fuerza de deformación por fricción, para estabilizar la temperatura de flujo y minimizar la presión de inyección.
La velocidad de inyección también varía mucho con la capacidad calorífica, la conductividad térmica y la viscosidad de los materiales de resina. Para materiales (PC, PMMA) cuya viscosidad cambia drásticamente con la temperatura, la curva en U es más pequeña. Para materiales (PP, ABS) sin esta característica, la curva en U es mucho más grande. Por lo tanto, algunos materiales son sensibles a la velocidad de inyección, mientras que otros no lo son.