Los factores que afectan el tiempo de enfriamiento durante el proceso de moldeo por inyección.
En el proceso de moldeo por inyección, el tiempo de enfriamiento representa el 80% del ciclo de moldeo por inyección, y el ciclo de moldeo por inyección es un factor importante que afecta el costo del moldeo por inyección. Reducir el tiempo de enfriamiento del moldeo por inyección es un medio importante para reducir el costo del moldeo por inyección.
1. El acero para moldes de inyección seleccionado
Si desea mejorar la eficiencia de enfriamiento, debe dar prioridad al acero del molde con mejor conductividad térmica al seleccionar el material.
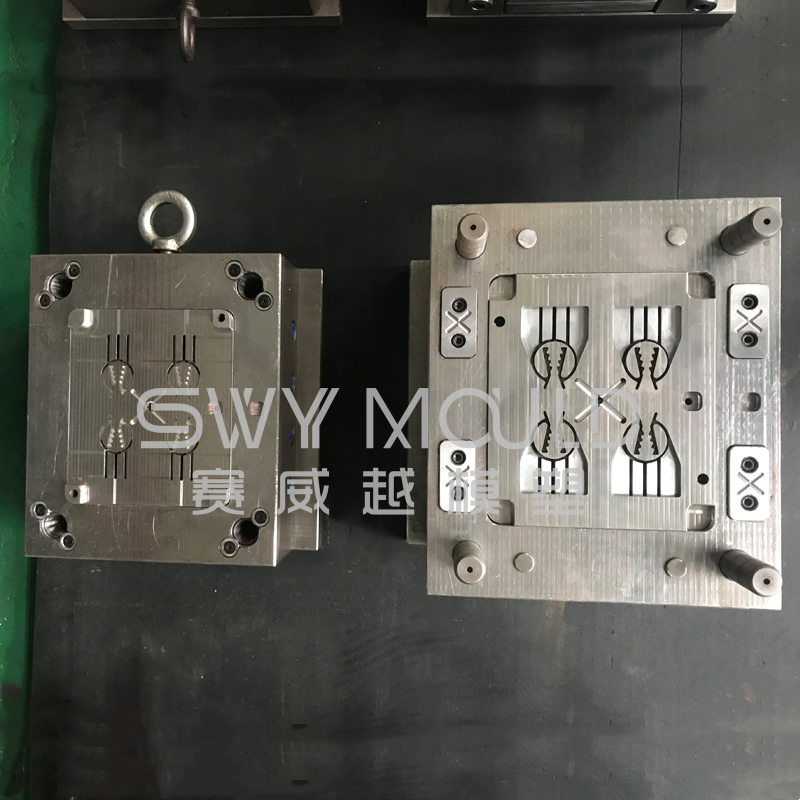
2. El diseño de la vía fluvial moldeada
Al diseñar la vía fluvial del molde de inyección, es necesario evaluar completamente los puntos calientes del diseño de la estructura del producto. Para lograr este objetivo, es necesario considerar un diseño separado de un canal de agua circulante y usar el inserto de cobre de berilio que se acaba de mencionar, o aumentar la aguja de conducción de calor e instalar la herramienta de enfriamiento de la tubería de conducción de calor para los delgados. inserto de pared. La vía fluvial del molde adopta la vía fluvial recta en la medida de lo posible, reduce el diseño de la vía fluvial con pozos y esquinas de enfriamiento excesivos, y evita áreas excesivas de agua muerta. En la etapa de diseño del molde, la disposición de los canales de agua de enfriamiento se organizó de manera razonable para garantizar básicamente el efecto de enfriamiento.
3. Temperatura del molde
Se determina midiendo la temperatura real de los puntos de entrada y salida de agua en la superficie de la cavidad del molde. Si la diferencia de temperatura en diferentes áreas y la diferencia de temperatura con el valor establecido se pueden controlar dentro de ± 5 ° C, significa que el efecto de enfriamiento básico sigue siendo aceptable.
4. Mantenimiento diario del molde de inyección
Si la superficie del molde está aceitosa o sucia, generalmente reducirá la eficiencia de enfriamiento. Es necesario limpiar la superficie de la cavidad y usar una máquina de limpieza para limpiar el canal de agua moldeado. La inspección de puesta en marcha diaria debe aumentar el control del flujo de agua de refrigeración y encontrar que las anomalías deben tratarse a tiempo.
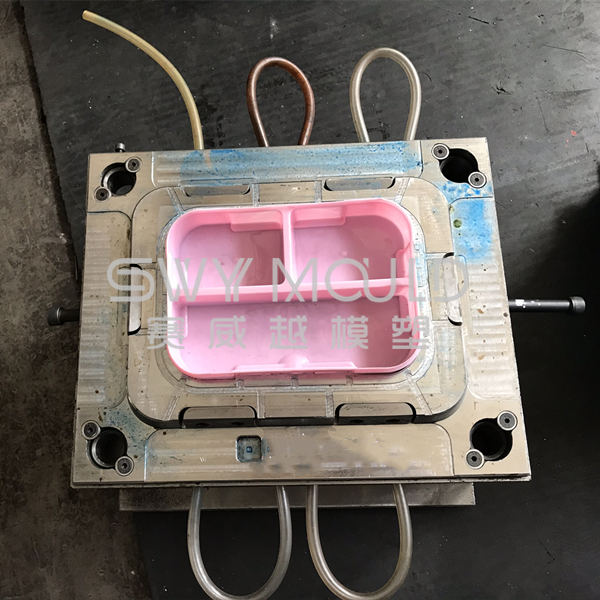
El sistema de alimentación del molde de plástico para fiambreras
La producción de moldes de inyección de plástico generalmente se centra demasiado en la etapa de reflexión y la tasa de producción después de la introducción de materias primas. La alimentación también es particularmente importante para el moldeo por inyección.
Cuando el volumen de inyección excede la máquina de moldeo por inyección a un gran volumen de inyección, es obvio que el volumen de alimentación es reducido. Si la calidad del producto está cerca de la calidad de inyección específica de la máquina de moldeo por inyección, habrá un problema de plastificación insuficiente y el material no se calentará en el barril durante el tiempo suficiente. Este tipo de situación solo se puede solucionar sustituyendo la máquina de moldeo por inyección de gran volumen. Algunos plásticos, como el poliéster, tienen un rango de fusión estrecho y una gran presión constante. Se puede utilizar una máquina de moldeo por inyección con un gran volumen de plastificación para asegurar el suministro de materiales.
Generalmente, las máquinas de moldeo por inyección solo están equipadas con rociadores de conexión directa debido a daños por presión de trabajo. Sin embargo, si se desarrolla el extremo delantero del barril y la temperatura de la boquilla es demasiado alta, o está bajo alta presión, el extremo delantero del barril se desarrolla y se descarga demasiado, de modo que el molde de inyección de plástico se abre antes de que se inicie la inyección. , y el molde de inyección de plástico avanzará hasta el molde de inyección de plástico. El canal del corredor se enfría y se endurece, lo que evita que la masa fundida entre en la cavidad sin problemas. En este momento, el desarrollo frontal del cañón y la temperatura de la boquilla deben reducirse y la capacidad de almacenamiento del cañón debe reducirse.
Debido a que el plástico está parcialmente derretido y aglomerado en el secador de aire del silo, o la temperatura de la sección de alimentación del barril es demasiado alta, o el grado de plástico no está bien seleccionado o el plástico contiene demasiado líquido lubricante, el plástico ingresa al Entrada de la máquina de moldeo por inyección La parte de diámetro reducido o la ranura del extremo del tornillo del tornillo de la máquina de moldeo por inyección se fuerza a fundirse, bloqueando el paso seguro del molde de inyección de plástico o envolviendo el tornillo de la máquina de moldeo por inyección, y acompañan al tornillo a moverse en el círculo. No se puede cambiar, lo que hace que la alimentación se interrumpa o sea irregular. subidas y bajadas.