El pulido es un proceso de acabado importante en la fabricación de moldes de inyección. El propósito del pulido es eliminar rayones menores y disminuir la rugosidad de la superficie de la pieza de trabajo. Es bien sabido que la fabricación en molde del 37 al 50% del tiempo total se dedica a operaciones de acabado, que en su mayoría son realizadas por trabajadores calificados que emplean técnicas tradicionales. Y el procesamiento de la automatización y la optimización de los procesos de fabricación se están convirtiendo en tareas cada vez más importantes debido a la creciente demanda de mayor precisión y productividad en los procesos de fabricación en la industria moderna.
Por lo tanto, la tecnología de pulido y acabado de alta eficiencia es muy deseable durante mucho tiempo, lo que también aumentará la productividad y disminuirá la intensidad del trabajo.
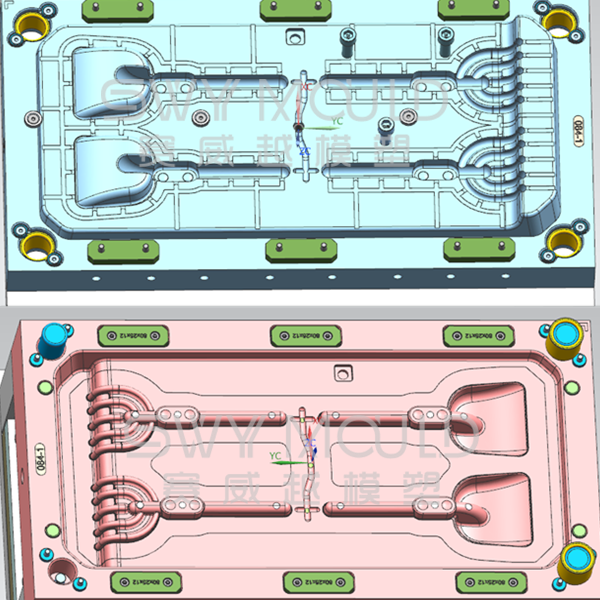
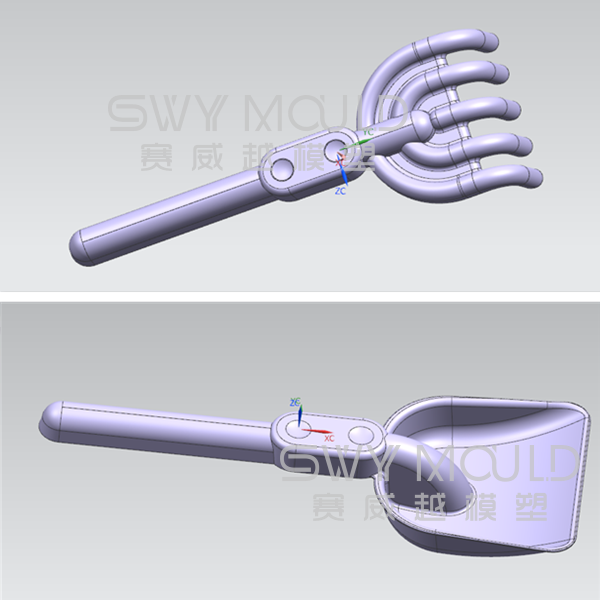
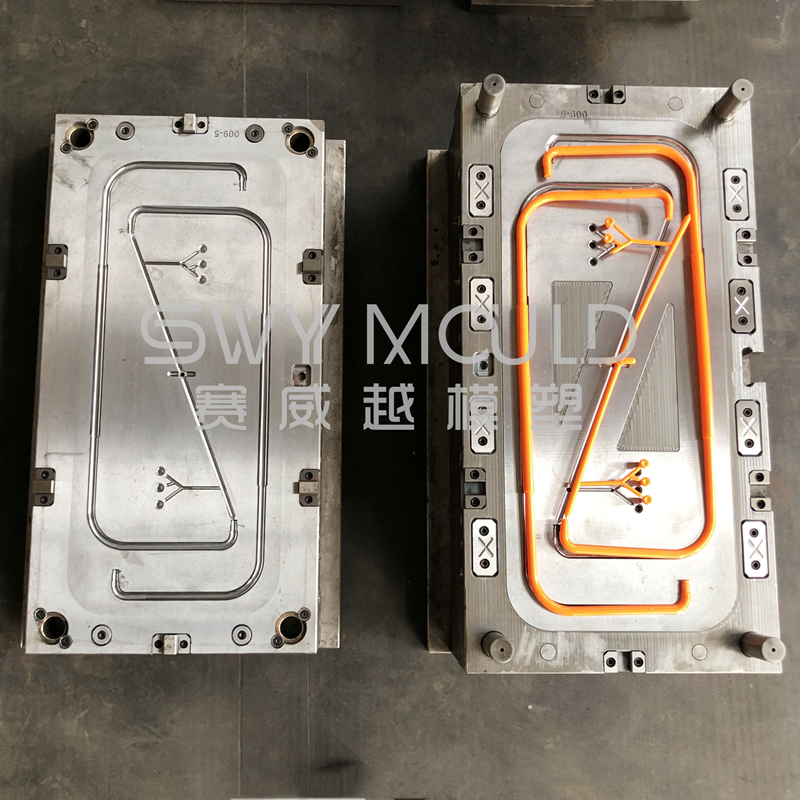
Instrucciones para jugar al pulido de moldes de inyección de pala de arena para niños en la playa
1. Identifique todos los cierres. Use un marcador y sombree todos los cierres con mucha claridad.
2. ¿Hay esquinas y bordes que deben permanecer afilados? Nuevamente, márquelos claramente.
3. ¿Hay esquinas que necesiten agregar radios antes del pulido del molde?
4. Indique las áreas exactas a texturizar. ¿Qué tipo de textura se aplicará? ¿Qué tan profunda será la textura terminada? (es decir, 0,0006 "o 0,0012" de profundidad, etc.) La profundidad y el tipo de textura determinarán el nivel de pulido de molde requerido. Conocer estos detalles específicos de antemano puede ahorrarle tiempo y dinero a su taller.
5. ¿Qué tipo de acero se utilizó para hacer los detalles del molde de inyección de plástico que desea pulir? ¿Nombre comercial del acero? ¿Dureza?
6. ¿Quiere pulir los conductos de ventilación? ¿Deben lapearse y pulirse las rejillas de ventilación? ¿Dejaste stock para que esto se hiciera?
7. ¿Se terminaron los cierres y se completó toda la instalación? ¿Se deben enmascarar (tapar) ciertas áreas y detalles para una protección adicional?
8. ¿Qué tipo de acabado de superficie necesita realmente? Muchos de los plásticos de ingeniería actuales se desprenderán más fácilmente (o se agarrarán más fácilmente) si los moldes de inyección de plástico se pulen para obtener un acabado específico. Esto es especialmente cierto en las nervaduras y en las paredes sin corrientes de aire.
9. ¿Exactamente cómo se mecanizó esta pieza? ¿Se terminó en la máquina CNC con un cortador de carburo después del tratamiento térmico? Es posible que sea necesario aliviar la tensión del inserto o bloque si se desea lograr un nivel realmente alto de pulido de diamante. El carburo puede resultar en una condición de superficie endurecida, lo que puede causar problemas al pulidor de moldes. Si se va a texturizar la superficie, el pulidor deberá realizar una prueba ácida de la superficie para confirmar que se ha logrado una superficie consistente. Esto es especialmente cierto en una superficie editada con EDM.
10. Planifique con anticipación el pulido de los distintos insertos del molde de inyección de su molde de inyección. ¿Qué partes del molde deben pulirse primero? Algunas partes pueden requerir trabajo adicional después del pulido. Por ejemplo, para garantizar una esquina afilada, la culata se puede dejar intencionalmente para evitar que un borde se enrolle accidentalmente. En el caso de moldes grandes y complejos, se puede pulir primero el lado del molde con más tiempo de montaje para ahorrar tiempo.
11. ¡Precaución! ¿Este detalle de moldura fue pulido inicialmente en su taller por un fabricante de moldes bien intencionado, digamos con un acabado de piedra 320? Es posible que el pulidor tenga que volver a pulir lo que esa persona ha pasado por alto. El acabado de piedra 320 ocultará una multitud de errores de pulido que solo se harán evidentes después de que el pulidor comience a aplicar un acabado más fino. ¡Es posible que el pulidor tenga que volver a usar una piedra de 220 para mezclar los errores! El pulido es una profesión que hay que aprender y practicar para conseguir los resultados deseados en el menor tiempo posible. Pulir no es “frotar la superficie con una caja de piedras”. Es una serie cuidadosamente orquestada de habilidades cuidadosamente aplicadas que dan como resultado una superficie pulida… ¡no debe ser intentado por manos inexpertas o inexpertas!
12. ¡Ponerse en contacto con su pulidora al comienzo de un molde complejo grande puede ahorrarle tiempo y dinero! Recuerde que una empresa de pulido ve y trabaja en al menos diez veces más moldes al año que un taller promedio. El pulidor puede hacer algunas recomendaciones muy útiles que pueden reducir el tiempo de pulido y ahorrar tiempo fuera del taller.
13. Detalle todas las piezas o insertos que envíe a la pulidora. Las cosas se pueden perder.
14. Asegúrese de que todas las órdenes e información estén por escrito, no verbalmente.
15. Deje el pulido a tiempo y recójalo inmediatamente cuando esté terminado.
16. Asegúrese de que las cavidades, los núcleos y los componentes que se están puliendo estén soplados y limpios antes de llevarlos a la pulidora. Nadie quiere recibir trabajo sucio.