Los ladrillos de juguete de plástico tienen partículas convexas en un lado y ranuras que se pueden incrustar en partículas convexas en el otro lado. Hay muchas formas y tamaños, que dependen de que los niños hagan sus propios cerebros. Puede deletrear formas que cambian sin cesar, lo que es muy adictivo.
¿Cómo probar el molde de plástico de ladrillos de juguete para bebés?
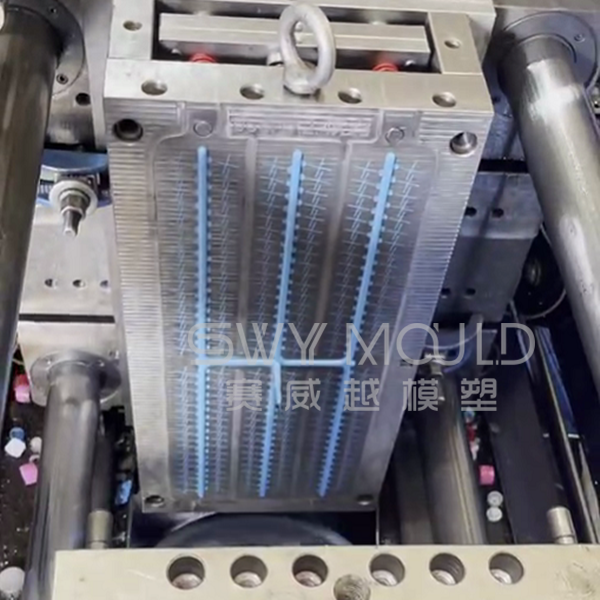
La fabricación de ladrillos requiere un molde de inyección y una máquina de moldeo por inyección de plástico. Después de que el molde de ladrillos ingresa a la máquina de moldeo por inyección, la materia prima plástica se seca al vacío y luego se empuja al silo. Durante la producción, estas partículas ingresan a la máquina de moldeo por inyección a través de una tubería. La máquina utiliza moldes muy precisos, las tolerancias de precisión son de solo 0,002 mm. La máquina funde los gránulos a una temperatura de 232 grados Celsius, luego inyecta el plástico fundido en un molde y aplica una presión de 25 a 150 toneladas. Después de unos segundos, los nuevos ladrillos se enfrían y se completa la producción.
Como mostró el video:
¿Qué es el molde de tres placas?
El molde de tres placas generalmente está estructurado con una compuerta puntual y se utiliza para la datación automática y la compuerta central en moldes de múltiples cavidades. Los moldes de tres placas son menos costosos que los moldes de canal caliente y también queda un canal sobrante. Una ventaja de la compuerta con un molde de tres placas elimina la necesidad de cortar la compuerta de la pieza. Algunos moldes de múltiples cavidades deben tener una puerta central en cada parte. Un molde de tres placas es la forma más económica de lograrlo.
¿Cómo funciona el molde de tres placas?
1. Una vez que el molde esté completamente lleno, se realizará la conservación del calor, la presión y el enfriamiento. Bajo el efecto del resorte y la cerradura, la sección entre la placa extractora de corredera y la placa A se abre primero para retirar las correderas y se detiene al llegar a la distancia límite de la varilla de tracción.
2. Bajo el efecto del bloqueo, la sección entre la placa de sujeción superior y la placa del separador del corredor se abre a una cierta distancia hasta el acoplamiento del pasador limitado, lo que permite que el corredor se separe del bebedero y del pasador de bloqueo del corredor.
3. Bajo el efecto de la barra de tracción, la placa de sujeción superior, la placa del separador del corredor y la placa A no pueden continuar el movimiento de apertura, pero se detienen después de alcanzar una cierta distancia.
4. La barra de empuje de la máquina impulsa el pasador de expulsión para expulsar el producto fuera del núcleo del molde, sin que se rompa. Si no es posible una escapada libre, se debe involucrar la intervención manual o un robot. Los corredores también deben eliminarse manualmente o con un robot.
5. Cierre de molde. La placa A impulsa el pasador de retorno para restaurar el pasador de expulsión de modo que el molde se cierre para la siguiente ejecución de producción.
Ver el gráfico de movimiento mostró:
Consideraciones de diseño para el molde de tres placas
1. La distancia de apertura de la placa de separación del corredor y la placa A: A = B + (10-20) mm; B = la longitud de la corredera y A debe ser igual o superior a 120 mm, para facilitar la extracción manual de correderas y puertas. C suele ser de 8 mm o 10 mm. Se necesita un extractor de corredera en la ubicación de la puerta para arrancar la puerta.
2. El bebedero debe diseñarse con un ángulo de 2-3 °, para evitar que el bebedero y la placa separadora del canal se rayen (quemen).
3. Para evitar que la placa A y la placa B se abran primero, se debe instalar un candado en la placa B.
4. Para evitar que los residuos causados por la remoción de la compuerta afecten el ensamblaje del producto, la compuerta puntual suele tener puntos.