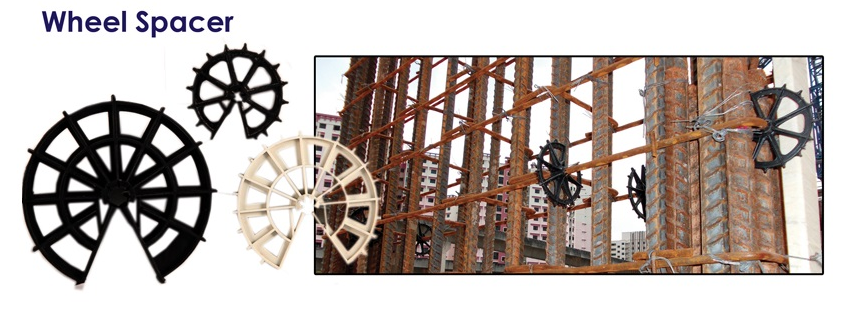
La rueda espaciadora de plástico sirve para hormigonar el soporte de la malla y la barra de refuerzo. Hay varios tamaños de espaciadores de barras de refuerzo para satisfacer las diferentes demandas del edificio. El material de nuestra rueda espaciadora de plástico para hormigón de construcción es HDPE. Algunos están hechos de PP o PVC, todos los decide usted mismo qué tipo de material necesita usar.
Diferentes tipos de espaciadores de barras de refuerzo de plástico
Los espaciadores de barras de refuerzo de plástico se utilizan ampliamente en la construcción de hormigón básico para hormigonado de soportes para mallas y barras de refuerzo. Hay varios tamaños y formas de espaciadores de plástico para satisfacer las diferentes demandas del edificio.
1. Espaciador de rueda de plástico
2. Espaciador de silla de varilla de plástico
3. Espaciador de escalera de plástico
4. Tapa de seguridad de varilla de plástico
5. Manguito de plástico con un cono de plástico
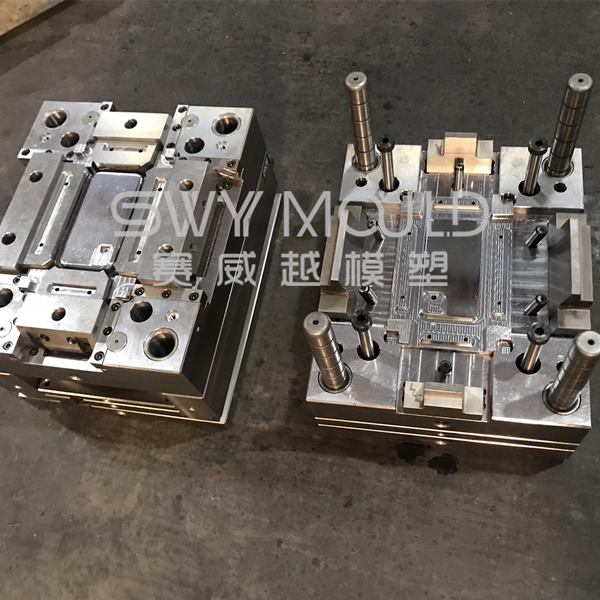
No importa qué tipo de espaciador de barras de refuerzo de plástico necesite para personalizar los moldes de inyección, enviándonos la muestra o el diseño, haremos moldes satisfechos para usted.
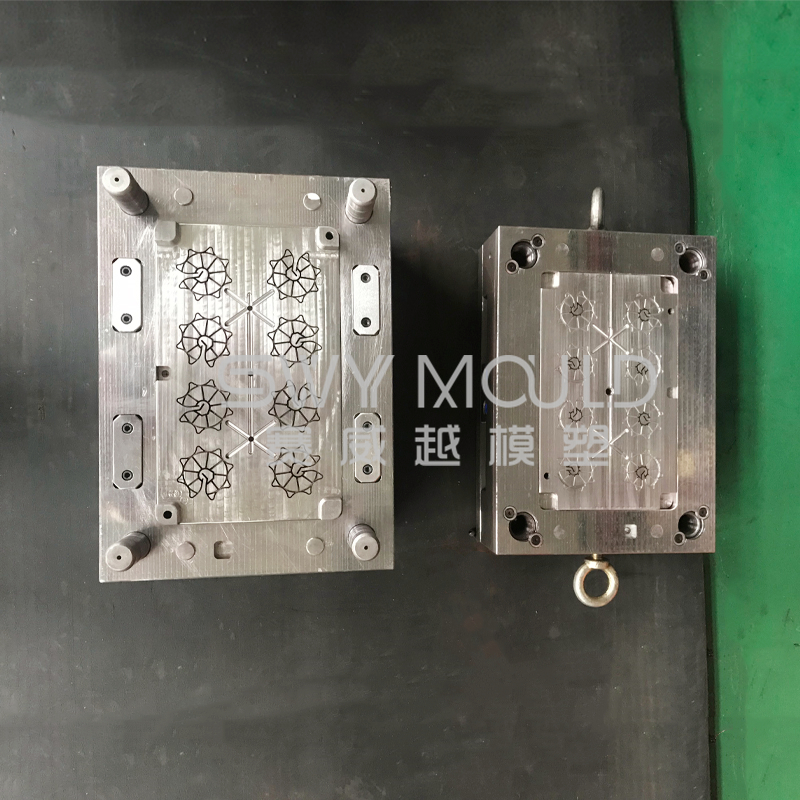
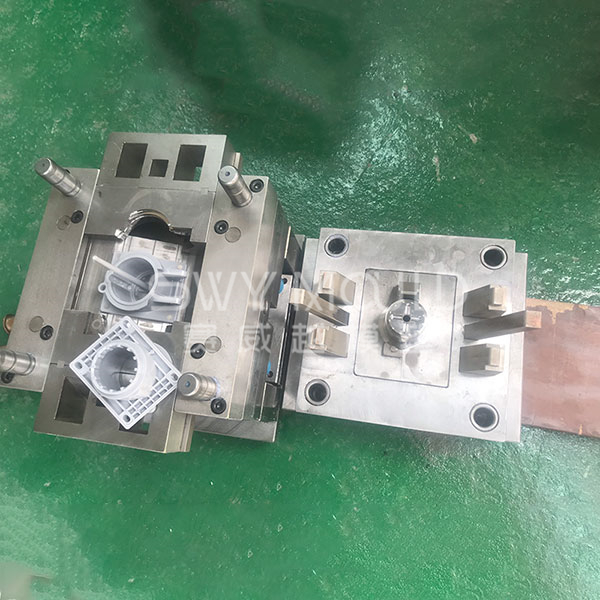
Aquí vemos algunos de los moldes espaciadores de barras de refuerzo de plástico que hicimos antes:
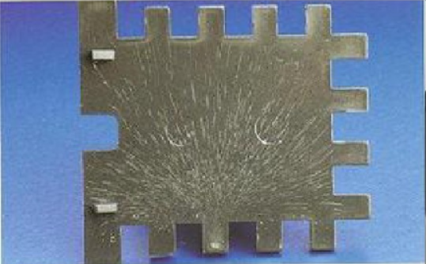
Como el color común utilizado para este espaciador de rueda de plástico es el negro, también algunos clientes necesitan usar material plástico reciclado para producir, por lo que es fácil dejar marcas plateadas en los productos.
Las marcas plateadas en las piezas moldeadas por inyección incluyen burbujas superficiales y poros internos. La principal causa de defectos en la interferencia de gases (principalmente vapor de agua, gas de descomposición, gas disolvente, aire). Aquí SWY MOLD quisiera discutir con usted algunas de las razones por las que se producen estas marcas plateadas.
Razones por las que se producen marcas plateadas en los moldes espaciadores de ruedas de construcción de plástico
1. Pieza de la máquina de moldeo por inyección
* El cañón, el tornillo se desgasta o la cabeza de goma y el delantal tienen un ángulo muerto de flujo de material, que se descompone por el calor durante mucho tiempo.
* Si el sistema de calefacción está fuera de control, lo que hace que la temperatura sea demasiado alta y se descomponga, verifique si hay algún problema con los elementos de calefacción, como termopares y bobinas de calefacción. El tornillo no está diseñado correctamente, provocando una descomposición o fácil de llevar al aire.
* La temperatura, la presión, la velocidad, la contrapresión, la velocidad del motor de fusión está configurada para ser demasiado alta, por lo que la descomposición o la presión y la velocidad son demasiado bajas, el tiempo del molde de inyección y la retención de la presión son insuficientes, la contrapresión es demasiado baja debido a una falla en obtener alta presión y densidad es insuficiente, por lo que el gas no se puede derretir, por lo que aparecen rayas plateadas. Se deben establecer la temperatura, la presión, la velocidad y el tiempo adecuados y se debe utilizar la velocidad del molde de inyección de múltiples etapas.
* La contrapresión es baja y la velocidad de rotación es rápida, por lo que el aire entra en el barril y entra en el molde de inyección que acompaña a la masa fundida. Cuando el período es demasiado largo, la masa fundida se descompone en el barril debido al calor excesivo.
* El material insuficiente, el cojín de alimentación es demasiado grande, la temperatura del material es demasiado baja o la temperatura del molde de inyección es demasiado baja, lo que afecta el flujo del material y la presión del moldeo por inyección, y promueve la formación de burbujas.
2. Pieza de molde de plástico
* Escape deficiente.
* La resistencia a la fricción de las guías, compuertas y cavidades en el molde de inyección es grande, lo que provoca sobrecalentamiento y descomposición local.
* La distribución desequilibrada de las compuertas y cavidades y el sistema de enfriamiento irrazonable causarán un desequilibrio de calor y un sobrecalentamiento local u obstrucción de los conductos de aire.
* El conducto de enfriamiento pierde agua y entra en la cavidad.
3. Pieza de materia prima plástica
* El plástico tiene una gran humedad y la proporción de materiales reciclados añadidos es demasiado grande o contiene restos dañinos (los restos se descomponen fácilmente), y el plástico debe secarse lo suficiente y los restos deben eliminarse.
* Absorción de humedad de la atmósfera o absorción de humedad del colorante, por lo que el agente colorante también debe secarse. Es preferible instalar una secadora en la máquina.
* La cantidad de lubricante, estabilizador, etc. agregada al plástico es excesiva o está mezclada de manera desigual, o el plástico en sí tiene un solvente volátil. La descomposición ocurre cuando el plástico mezclado es difícil de mantener el calor.
* El plástico está contaminado y mezclado con otros plásticos.