El proceso de diseño principal del molde de casco de seguridad industrial.
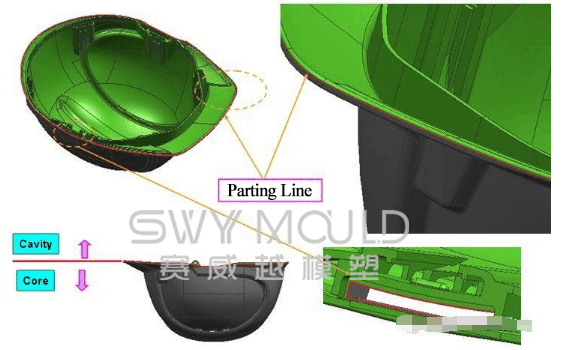
1. Línea de despedida
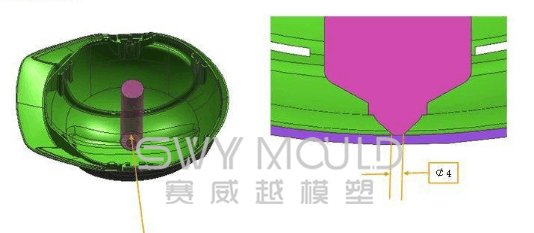
2. Sistema de puertas
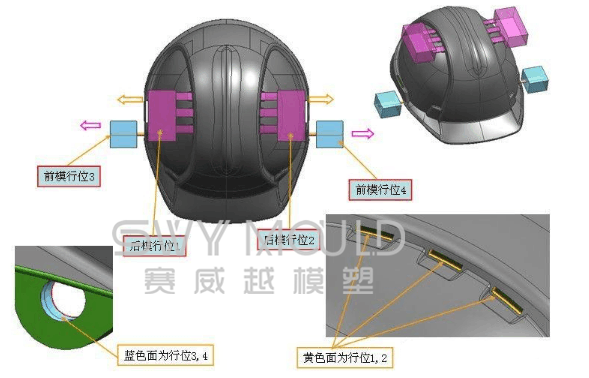
3. Parte deslizante
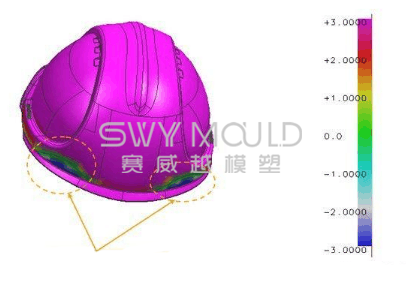
4. Análisis de moho
Prueba de casco de seguridad de plástico
En la actualidad, la detección de cascos se basa básicamente en equipos de prueba profesionales. Los principales elementos de prueba de los cascos en diferentes países son diferentes. Nuestras normas estipulan que los indicadores de rendimiento de los cascos incluyen principalmente indicadores básicos e indicadores especiales, de la siguiente manera:
1. Rendimiento de impacto. En la prueba de perforación por impacto del casco, el valor de fuerza del resultado de la prueba no puede ser superior a 4900N, la carcasa no debe tener escombros que se caigan.
2. Resistencia a la perforación. La prueba de perforación por impacto del casco, los resultados de la prueba no deben tocar la superficie del molde de la cabeza y la carcasa no debe caerse.
3. Resistencia de la correa de la barbilla. El casco se prueba con un probador de resistencia y rigidez lateral. Los resultados de las pruebas muestran que la fuerza de la correa está entre 150N y 250N.
4. Rigidez lateral. La prueba se realiza con casco bajo cinturón y probador de rigidez lateral. La deformación máxima de los resultados de la prueba no es más de 40 mm, la deformación residual no es más de 15 mm y la carcasa de la tapa no debe caerse.
5. Espaciado vertical. La prueba se realizó con casco bajo cinturón y probador de rigidez lateral. El espacio vertical no es más de 50 mm.
6. Altura de uso. La prueba se llevó a cabo con un casco bajo el cinturón y un probador de rigidez lateral. La altura de uso está entre 80-90 mm.
7. Propiedades antiestáticas. Probado con un probador de rendimiento antiestático de casco, la resistividad de la superficie no debe ser superior a 109 Ω.
8. Propiedades de aislamiento eléctrico. Probado con un probador de rendimiento de aislamiento eléctrico de casco, la corriente de fuga no supera los 1,2 mA.
9. Propiedades ignífugas. Probado con probador de retardante de llama de casco. El tiempo de combustión no debe exceder los 5 segundos y la tapa no debe quemarse. Antes de que se realice la resistencia al impacto y el rendimiento de perforación del casco, hay alta temperatura, baja temperatura, inmersión en agua y pretratamiento con lámpara ultravioleta. Además, también existe el equipo correspondiente para la prueba de pretratamiento.
10. Pretratamiento a alta temperatura. Utilice una caja de pretratamiento de alta temperatura para casco. La temperatura alta de prueba es 50 ± 2 ℃, colocada durante 3 h.
11. Pretratamiento a baja temperatura. Probado con tanque de pretratamiento de remojo de agua a baja temperatura / temperatura constante. La temperatura baja es de -10 ± 2 ℃ o -20 ± 2 ℃ colocada durante 3 h.
12. Remojar el pretratamiento. Probado con tanque de pretratamiento de remojo de agua a baja temperatura / temperatura constante. La temperatura baja es de 20 ± 2 ℃, colocada durante 3 h.
13. Pretratamiento UV. Utilice la caja de envejecimiento UV del casco. Método de irradiación ultravioleta limitada, tiempo de prueba 400 h.