Puntos principales del moldeo por inyección del cuerpo de la jarra de plástico del exprimidor
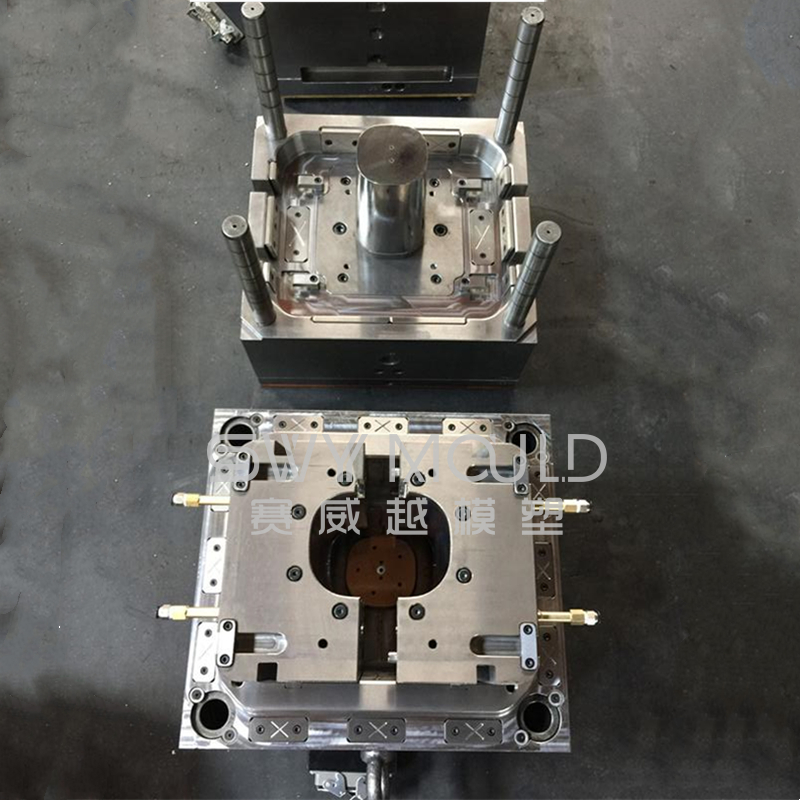
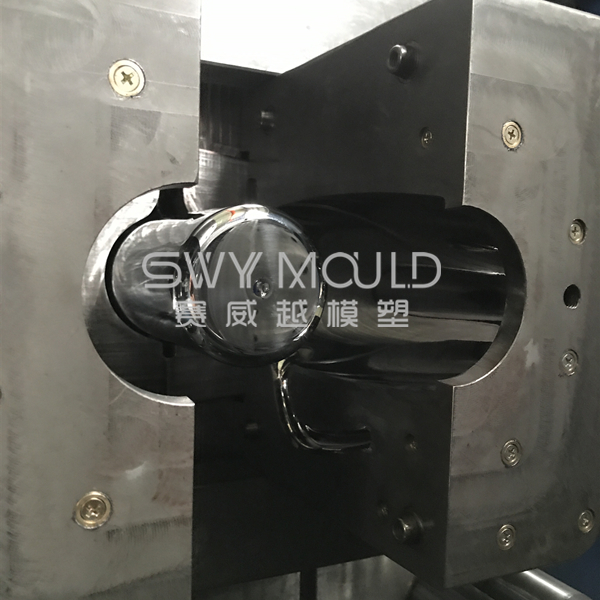
Para este molde de cuerpo de jarra de plástico para exprimidor, el punto más importante es el pulido de alta gama. El molde debe pulirse cuidadosamente para alcanzar una alta transparencia. Como hay dos grandes deslizadores para formar la pieza, la línea de separación en la parte del mango también es importante, que debe ser lo más pequeña posible para evitar destellos y no cortará los dedos de los clientes durante el uso.
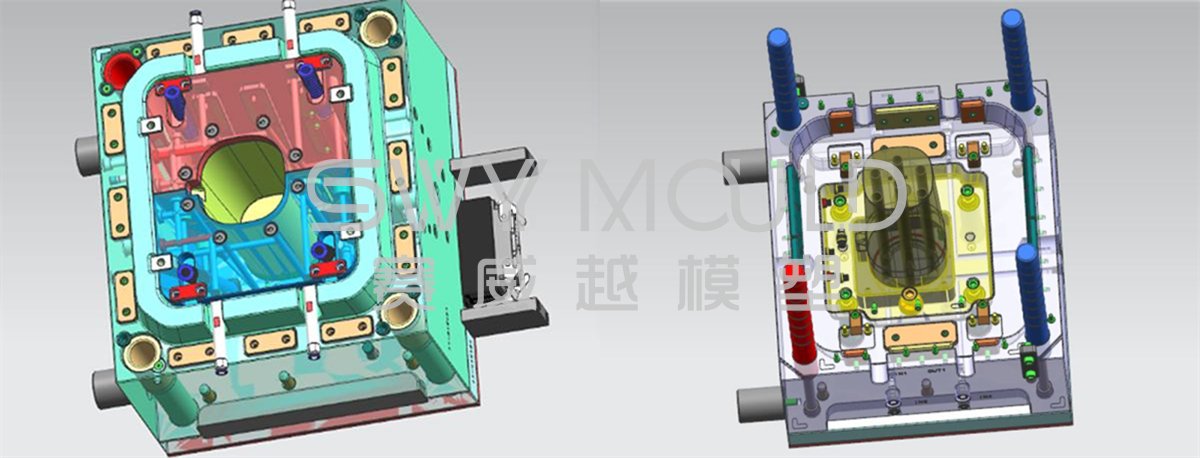
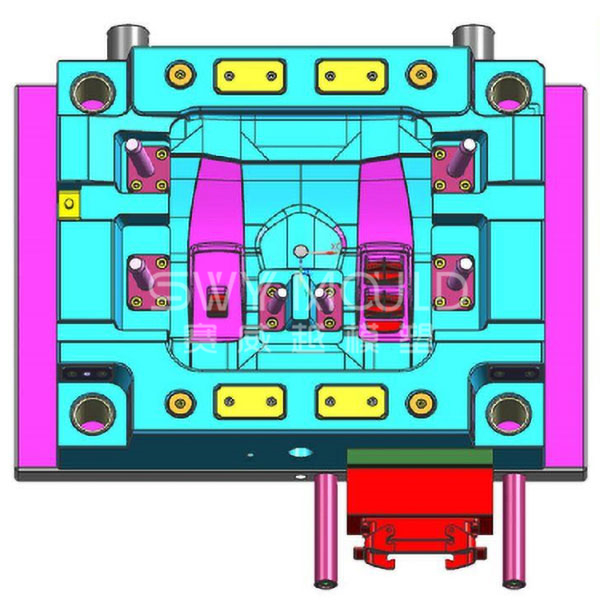
Diseño e ingeniería en SWY MOLD
SWY Mould utiliza el diseño de software más popular. En SWY trabajamos con clientes sin importar si tienen especificaciones completas o solo planes preliminares de desarrollo. Nuestro equipo de ingenieros lo ayudará a desarrollar una comprensión clara de sus requisitos y lo ayudará a tomar las decisiones importantes que acelerarán su diseño para la producción en masa.
Moldeo por inyección de plástico para PC
Con un rendimiento excepcional, los plásticos de PC (policarbonato) son muy transparentes, resistentes a los impactos y a la fluencia, y se pueden aplicar en una amplia gama de condiciones de temperatura. Las características tecnológicas de la PC incluyen: la viscosidad de la PC fundida no es tan sensible a la velocidad de corte, sino a la temperatura; sin punto de fusión claro; la masa fundida es muy viscosa; la resina tiende a descomponerse en condiciones de alta temperatura y el producto tiende a agrietarse. Por lo tanto, la PC debe tratarse de manera diferente en función de estas características: en lugar de aumentar la presión de inyección, se requiere aumentar la temperatura de inyección para mejorar la fluidez del fundido; Se requiere que el corredor y la puerta del molde sean cortos y anchos, para minimizar la pérdida de presión de fusión y garantizar una alta presión de inyección. La resina debe secarse completamente antes del proceso de moldeo por inyección, para mantener su contenido de humedad por debajo del 0,02 %. Además, el material debe mantenerse caliente para evitar la absorción de humedad. No solo se debe diseñar correctamente el producto, sino que también se deben emplear las técnicas de moldeo correctas, p. elevar la temperatura del molde o aplicar un tratamiento posterior del producto que ayude a minimizar o eliminar el estrés interno, y ajustar oportunamente los parámetros de procesamiento según las condiciones del producto.
Características tecnológicas de la PC
PC requiere una alta temperatura de moldeo por inyección (270 - 320 ℃) debido a sus características de alta viscosidad, alta temperatura de fusión y poca fluidez. En términos relativos, el rango ajustable de temperatura del material es más estrecho que el del PMMA. Aunque tiene poca influencia en la fluidez, aún se requiere una alta presión de inyección debido a la alta viscosidad. Y en consecuencia, para evitar la generación de estrés interno, es necesario minimizar el tiempo de espera. Las características como la alta tasa de contracción, la estabilidad dimensional, así como la alta tensión interna y el fácil agrietamiento del producto hacen que sea razonable aumentar la temperatura en lugar de la presión para mejorar la fluidez y, al mismo tiempo, aumentar la temperatura del molde y optimizar la estructura del molde. y aplique un tratamiento posterior para minimizar la posibilidad de agrietamiento. Cuando se inyecta a baja velocidad, tienden a producirse ondas alrededor de la compuerta, por lo que la temperatura de la boquilla de inyección debe controlarse por separado mientras se garantiza una alta temperatura del molde y una baja resistencia en el corredor/compuerta.
El rendimiento de moldeo por inyección de plástico de PC
Como grupo de polímeros cristalinos, la PC tiene un punto de fusión claro: se funde a 220 ℃ y se descompone a 350 ℃; su temperatura general de procesamiento está entre 250 y 320 ℃; absorbe la humedad, y una pequeña cantidad de humedad puede hacer que se descomponga a alta temperatura, por lo que debe secarse a 120 ℃ durante 4 a 5 horas antes del moldeo por inyección; la masa fundida del material de PC es bastante viscosa, por lo que se necesita una presión de inyección alta; al procesar el material de PC, si las condiciones lo permiten, se puede usar un controlador de temperatura del molde para aumentar la temperatura del molde, a fin de reducir la tensión interna del producto; cuando se necesita un inserto, el precalentamiento no será necesario para insertos con un diámetro inferior a 1 – 2 mm, pero los insertos más grandes deben precalentarse, o de lo contrario se producirán grietas por tensión interna; la tasa de contracción de la PC no tiene nada que ver con las condiciones de procesamiento y el espesor del producto; con tasas de contracción vertical y horizontal similares, la PC se puede utilizar para fabricar productos de alta precisión; su tasa de contracción es del 5‰ y el valor límite de desbordamiento de 0,05 mm.