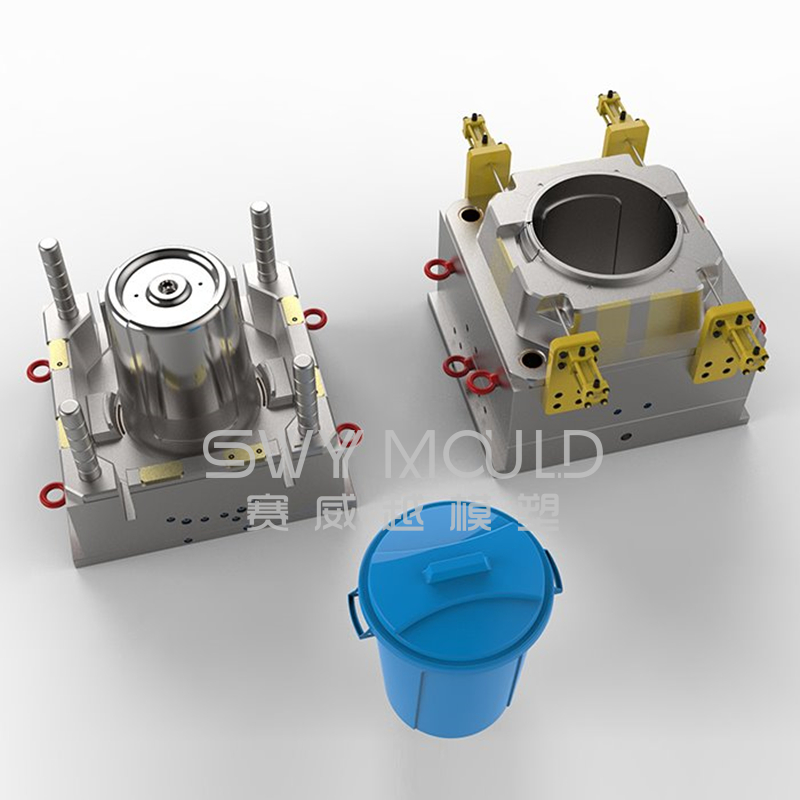
Taizhou Saiweiyue Mold & Plastic Co., Ltd ha fabricado muchos tamaños y formas diferentes de moldes para cestas, como moldes para cestas de compras, moldes para cestas de lavandería, moldes para cestas de tela sucia, moldes para cestas ranuradas, moldes para cestas de picnic, moldes para cestas rectangulares, apilables molde de cesta, molde de cesta de malla, molde de cesta de almacenamiento, molde de cesta multiuso, etc.
Bienvenido a contactarnos y proporcionarnos su muestra de canasta, analizaremos y personalizaremos los moldes de plástico para usted.
Rugosidad de la superficie - defectos de moldeo por inyección
La rugosidad de la superficie significa que hay una falta de precisión en la superficie de una pieza moldeada, o un nivel inconsistente de precisión en toda la superficie, p. Ej. algunas áreas son más brillantes que el resto. Las principales razones de la rugosidad de la superficie pueden estar en la máquina de moldeo por inyección, el molde, el proceso o el material.
1. Máquina de moldeo por inyección
* Suministro de material insuficiente;
* El barril de material no se limpia a fondo al cambiar de material;
* Compruebe si hay fugas de material fundido en frío en la boquilla;
2. Molde de inyección
* La puerta es demasiado pequeña o el corredor es demasiado delgado: aumente el tamaño de la puerta o adopte la puerta de la película;
* La superficie de la cavidad del molde es rugosa - pula la superficie de la cavidad y verifique si hay alguna fuga;
* Ventilación deficiente: agregue ventilaciones en la ubicación con poco brillo para una mejora;
* Aumente el tamaño o agregue un pozo de babosa fría para recolectar el material frío;
* La temperatura del molde es demasiado baja; aumente la temperatura del molde;
* Puede verse afectado por los agentes desmoldantes; detenga la aplicación de agentes desmoldantes;
3. El proceso de moldeo por inyección
* Aumente la temperatura de fusión (verifique si la zona de calentamiento del barril de material está desordenada: temperatura no uniforme, temperatura local demasiado alta o demasiado baja, etc.);
* Aumente la temperatura de la boquilla;
* Cizallamiento excesivo causado por inyección a exceso de velocidad: reduzca la velocidad de inyección de manera adecuada;
* Aumente la presión de inyección;
* Incrementar el tiempo de inyección de material;
4. Materias primas
* La materia prima no se seca;
* Se agregan demasiados materiales reciclados o se descomponen materiales reciclados repetidamente;
* Aplicación excesiva de agentes desmoldeantes.
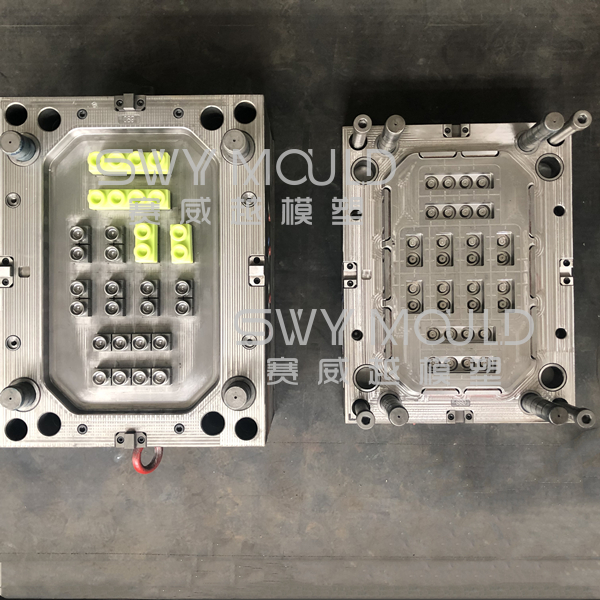
Control de calidad del molde en SWY MOLD
Para hacer un buen molde de plástico y cumplir con los requisitos de nuestros clientes, tenemos estrictos procedimientos de control de calidad, aunque todavía no son perfectos, pero estamos aprendiendo de los comentarios de nuestros clientes y los mejoramos de vez en cuando, nuestros clientes estarán satisfechos al hacer esos sistemas de control de calidad.
Procedimientos de la siguiente manera:
1. Revisión del diseño del dibujo del molde antes de enviarlo al cliente;
2. Versión de dibujo de molde actualizada a tiempo para asegurar que el cliente tenga la última versión al enviar un documento con molde;
3. Validación y verificación del diseño;
4. Inspección entrante de toda la materia prima;
5. Primera inspección de prueba del molde;
6. Comprobación de los electrodos mediante la máquina de medición CMM antes de la electroerosión;
7. Informe de medición de dimensiones completas después de T1;
8. Inspección de ajuste de dimensión antes de la próxima prueba del molde;
9. Máquina de medición coordinada (CMM);
10. Proyector de la máquina.
El proceso de prueba del molde.
Una vez que terminemos de ensamblar un nuevo molde, debemos lanzarlo y hacer una prueba de molde.
El diseñador de moldes y el fabricante de moldes a veces cometieron errores, cualquier pequeño error podría provocar daños importantes en el molde de inyección, el propósito de la prueba del molde es descubrir cualquier defecto potencial y garantizar que el molde funcione de manera estable y eficiente durante la producción de moldeo. Si el proceso de prueba no siguió los procedimientos razonables y no hizo los registros apropiados, entonces no podemos garantizar una producción sin problemas, esto podría causar serios problemas, significa un costo mucho más alto o incluso un retraso para la producción en masa.
1. Obtenga más información sobre la información del molde, estudie los detalles del diseño del molde y haga que el fabricante de moldes responsable participe en la prueba.
2. Verifique la mecánica antes de cargarla en la máquina de inyección, asegúrese de que no falten piezas o partes sueltas, todas las partes móviles como deslizadores, eyectores deben funcionar correctamente, la línea de enfriamiento debe ser completa y sin fugas.
3. Elija la máquina de moldeo por inyección adecuada, la elección se basa en la capacidad de inyección, el volumen de inyección, el ancho de la barra guía y la fuerza de sujeción.
4. Cargue el molde, verifique la acción mecánica a baja velocidad, asegúrese de que funcionan correctamente.
5. Aumente la temperatura del molde de acuerdo con la especificación de las materias primas utilizadas, algunas de las materias primas deben secarse antes del procesamiento, verifique la acción mecánica nuevamente, podría ser diferente después de que la temperatura del molde aumente debido a la expansión térmica.
6. Inicie la prueba de inyección, realice el llenado paso a paso para examinar el equilibrio del corredor. hay una regulación básica a seguir, ajuste solo un parámetro a la vez, esto podría ayudarnos a averiguar qué elemento es el factor clave para influir en el resultado.
7. Después de obtener el parámetro final, continúe el ciclo de moldeo y dure al menos 30 minutos, observe los cambios hasta que se estabilice, produzca las muestras requeridas por el cliente y marque.
8. Verificando la dimensión después de que las muestras se hayan enfriado, registre el parámetro de inyección.
Cuando envíe las muestras de T1 al cliente, asegúrese de que el informe de medición y el parámetro de inyección lo acompañen.