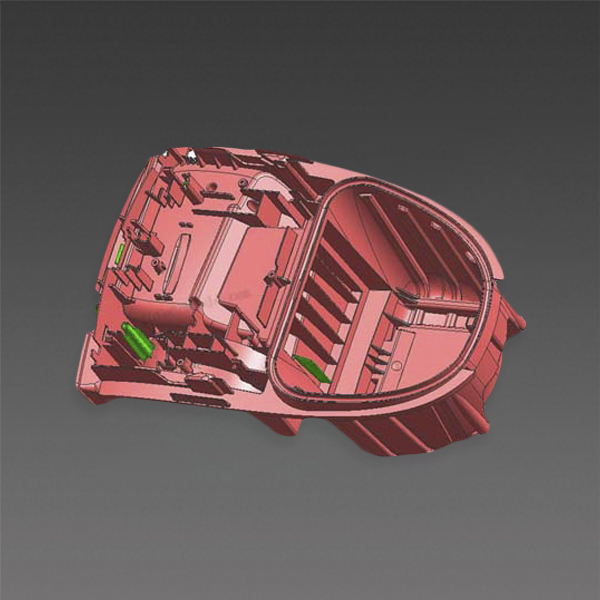
El brillo de la superficie del molde de inyección de la carcasa de la aspiradora de plástico
¿Alguna vez ha conocido el caso en el que el acero de la cavidad se ha pulido lo más alto posible pero la pieza moldeada de ABS todavía no tiene el brillo necesario? El problema puede estar relacionado con el molde, el material, el procesamiento o combinaciones de los mismos. Mire la información a continuación para encontrar la causa raíz.
1. Razones del molde de inyección de plástico
* La superficie del acero de la cavidad no está limpia
Mancha de aceite o agua en la superficie del acero de la cavidad, y demasiado agente de liberación aplicado durante el proceso de moldeo por inyección de abs, todo esto crea una apariencia opaca. En este caso, limpie el molde y controle el uso de agentes desmoldeantes.
* Diseño de molde o pieza
Cuando el material de la pared varía, es muy difícil mantener un brillo constante en la pieza. Dependiendo del patrón de flujo, las secciones de pared más delgadas pueden no estar expuestas a tanta presión plástica y el resultado es un brillo excesivo en esa área. El mismo efecto puede ocurrir cuando el material de la pared se vuelve demasiado grueso; puede obtener manchas brillantes debido al encogimiento y al no poder empacarlo. La ubicación de la puerta puede tener un impacto en el ajuste del grosor de la pared, pero siempre que tenga diferentes materiales de pared, corre el riesgo de que el brillo no sea uniforme. Un ángulo de tiro insuficiente creará problemas para suavizar el desmoldeo. Se puede aplicar una fuerza excesiva y causar el problema.
* Falta de ventilación
La falta de ventilación puede causar manchas o rayas opacas y / o brillantes. A menudo se pasa por alto la ventilación; Si queda demasiado gas atrapado dentro de la cavidad debido a una ventilación deficiente, pueden aparecer rayas o puntos brillantes en la pieza.
* Diseño inadecuado de corredor o puerta
El tamaño del corredor o de la puerta también se considera una posible solución al problema del brillo. Si el área de la sección transversal de la compuerta o canal es demasiado pequeña o cambia abruptamente, la fuerza de cizallamiento se vuelve demasiado fuerte cuando la masa fundida fluye en un estado de dinámica turbulenta, lo que da como resultado un brillo deficiente. Por lo tanto, el área de la sección transversal de la puerta y el corredor debe aumentarse adecuadamente.
2. Motivo del proceso de moldeo por inyección de ABS
* Velocidad de inyección lenta
Si la velocidad de inyección es demasiado pequeña, la superficie de la pieza de plástico no es densa y el brillo es deficiente. Por este motivo, la velocidad de inyección se puede aumentar de forma adecuada.
* Falta de enfriamiento
La falta de enfriamiento también puede contribuir a problemas de brillo cuando los detalles de la cavidad o los componentes del molde se calientan más que el resto de la cavidad. Por lo general, en estos casos, el brillo o la lectura se verá más brillante.
* Reducir la presión de empaque / retención
Un paquete bajo o una presión de retención tenderán a hacer que su pieza se vea más brillante.
* Derretimiento más frío
Cuando el flujo de la masa fundida es demasiado bajo, la fluidez es pobre, lo que puede conducir fácilmente a un brillo deficiente, por lo que la temperatura de la masa fundida debe elevarse adecuadamente.
3. Razones de la materia prima plástica
Tenga en cuenta que cada material proporcionará un nivel de brillo diferente. Es muy importante comprender el tipo de material en producción. Asegúrese de que el material reciclado no pueda ser demasiado. Los materiales que contienen aditivos abrasivos como las fibras de vidrio pueden causar problemas de brillo con el tiempo con la erosión de la superficie de la cavidad. En las cavidades texturizadas, esto dará como resultado un acabado más brillante ya que el detalle de la textura se erosiona con el tiempo.