Secado de materia prima PA6 antes de la producción en masa
Los secadores de plástico se utilizan para eliminar la humedad (agua) que se ha absorbido en la superficie de las paletas de plástico o en la estructura interna de las paletas de plástico antes de que entren en la máquina de moldeo por inyección para fabricar piezas.
Hay 2 grupos de plásticos. El primer grupo solo retendrá agua en su superficie (como el polipropileno) mientras que el segundo grupo la absorberá en su estructura interna (como el poliéster PET).
El secado es necesario para garantizar que las piezas de buena calidad se fabriquen de manera consistente. Los plásticos con niveles de humedad excesivos reaccionarán cuando se procesen en el cilindro de la máquina de moldeo y producirán subproductos que afectarán aspectos tales como la resistencia al impacto en la pieza moldeada terminada.
Plásticos que deben secarse antes de la producción en masa: SAN, PVC, ABS, PPO, ACRÍLICO, ACETAL, PPS, POLICARBONATO, PET POLIÉSTER, PEI, POLIURETANO, NYLON, PBT POLIÉSTER.
Los 7 materiales anteriores deben secarse solo por razones cosméticas. El exceso de humedad provocará burbujas, líneas de flujo o defectos en la superficie de la pieza moldeada. Sin embargo, sus propiedades mecánicas no se ven afectadas por la humedad.
El exceso de humedad en los siguientes 6 plásticos afectará las propiedades mecánicas de la pieza moldeada. La pieza tendrá un impacto y una resistencia a la tracción reducidos, pero no mostrará ningún defecto cosmético. Es muy importante saber este hecho para que los moldeadores no dependan de controles visuales para garantizar la calidad de la pieza moldeada.
Para nuestro Molde de escobillas de limpiaparabrisas de plástico para automóviles, el tiempo de secado de la materia prima es de alrededor de 6-8 horas, y la temperatura es de alrededor de 90-100 ℃.
Si tiene alguna pregunta sobre la producción en masa, bienvenido a comunicarse con nuestro SWY MOLD.
Pasadores de retorno del eyector para garantizar una buena calidad del molde y una larga vida útil del molde
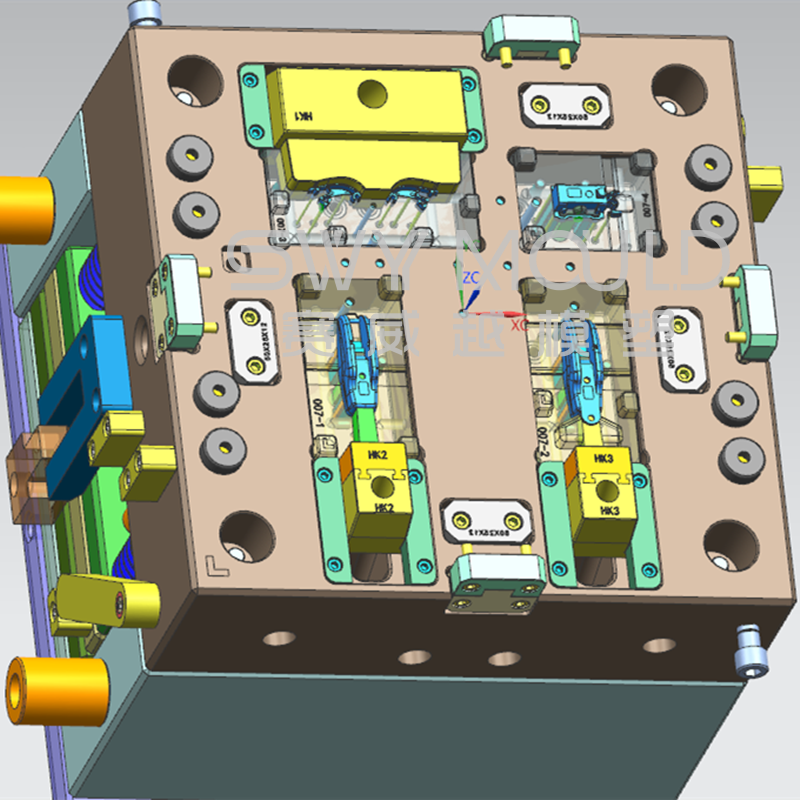
Los pines eyectores son los "rebotadores" del mundo del moldeo por inyección. Aplican una fuerza para expulsar una pieza del molde y, en algunos casos, pueden dejar marcas. En SWY MOLD, nuestro objetivo es diseñar y colocar pines para minimizar su efecto en sus piezas, y aunque normalmente determinamos la ubicación de los pines, los clientes pueden firmar la ubicación de los pines antes de finalizar un pedido.
Los pasadores se encuentran en la mitad del molde del lado B, el lado en el que permanecerá la pieza cuando se abra el molde. Una vez que se abre el molde, los pasadores se extienden hacia la cavidad del molde, empujan la pieza hacia afuera y luego se retraen, permitiendo que el molde se cierre y se vuelva a llenar.
Los extremos de los pasadores de expulsión son planos y perpendiculares a la dirección en la que se mueve el pasador. Para ser efectivos, los pasadores necesitan una "almohadilla" plana para empujar, y la superficie de la almohadilla debe ser perpendicular a la dirección del movimiento del pasador. Si la superficie de la pieza en esa ubicación tiene textura, la superficie lisa de la almohadilla será evidente. Y si la superficie de la pieza no es paralela al extremo plano del pin expulsor, el impacto cosmético será aún más obvio.
En una herramienta de producción de acero tradicional, puede ser posible mecanizar el extremo del pasador para que coincida con el contorno de la superficie de una pieza que no es perpendicular a la dirección en la que se mueve el pasador, produciendo un pasador contorneado.
¿Cómo proteger el moho después de recibirlo?
1. Después de recibir el molde, puede ver casi todas las partes del molde con agente de óxido, y el molde fuera de nuestro trabajador también esparce suficiente grasa y aceite. Después de eso, cubrimos el moho con la película.
2. Antes de su producción, debe usar un agente de limpieza para limpiarlo, si su producción necesita cambiar otro molde a la máquina, entonces este molde en el interior debe rociar suficiente agente de óxido al menos, afuera si no le importa, entonces no es necesario esparcir aceite .
3. Rocíe suficiente agente de óxido dentro de cada lugar, y todas las tuberías de agua deben empujar toda el agua hacia adentro y hacia afuera lo más seca posible.
4. Una vez realizado todo el trabajo, mantenga el molde cerrado.
Cuando la fábrica SWY MOLD organiza el envío, nos aseguraremos de que todo esté limpio y sin óxido, pero la protección de los moldes debe depender del cliente después de recibir el molde. Por favor, cuide todos nuestros moldes de acero, si no los protege bien, se oxida fácilmente.
¿Qué es una buena empresa de fabricación de moldes?
Aquí SWY MOLD quisiera discutir con usted cómo encontrar una buena empresa de fabricación de moldes en China.
Ser un fabricante de moldes de inyección de plástico hoy en día significa más que simplemente cortar acero.
Un fabricante de moldes de plástico debe apoyar a su cliente de moldeo por inyección desde el comienzo de un nuevo concepto de pieza hasta la producción en masa de las piezas, especialmente cuando se trata de reducir los tiempos de ciclo mediante el uso de moldes de inyección de plástico.
El fabricante de moldes debe saber qué preguntas hacer y estar atento a los problemas de diseño de piezas que podrían dificultar el moldeado y la construcción del molde. Los cambios realizados en las primeras etapas podrían ahorrarle al moldeador miles de dólares en desperdicios en términos de rechazos y tiempos de ciclo lentos. Esto significa que el moldeador puede ganar más dinero, completar los trabajos antes y no sufrir el estrés y los dolores de cabeza asociados con la mala toma de decisiones que a menudo ocurre al comienzo del ciclo de desarrollo de un producto.
El fabricante de moldes de plástico también debe estar presente durante la puesta en servicio del molde. La mayoría de las veces, los moldes nuevos no se han probado en un entorno de producción y, por lo general, tendrán algunos problemas menores relacionados con la fabricación de moldes. El fabricante de moldes necesita ver el efecto en la producción y discutir con el moldeador la mejor manera de arreglarlo. Otra razón por la que debe estar presente un fabricante de moldes durante la puesta en servicio es para asegurarse de que los circuitos de agua estén conectados correctamente. Los circuitos de agua no deben estar en bucle, ya que esto puede causar problemas de calidad de las piezas, como deformaciones.
Equilibrar precio con calidad. Investigue y pague un poco más para obtener un molde que produzca piezas de plástico de calidad de manera constante. El precio bajo no es el objetivo final, debemos considerar un mejor rendimiento de costos. Entonces, necesita discutir más detalles con la compañía de moldes sobre su proyecto. Bienvenido a ponerse en contacto con Shine, le informaremos más sobre la tecnología de moldes de inyección de plástico y la forma de lograr un mejor valor por su dinero y tiempo.