El diseño del molde plástico del estante del refrigerador
El tamaño máximo del producto es de 268,88 mm * 130,13 mm * 30,99 mm, el grosor medio de la pieza de plástico es de 2,20 mm, el material de la pieza de plástico es ABS NH30, la tasa de contracción es de 1,0045, el peso de la pieza de plástico es de 10,73 gramos . Los requisitos técnicos para las piezas de plástico son que no debe haber defectos como picos, moldeo por inyección insuficiente, líneas de flujo, poros, deformaciones por alabeo, rayas plateadas, materiales fríos, líneas de chorro, etc.

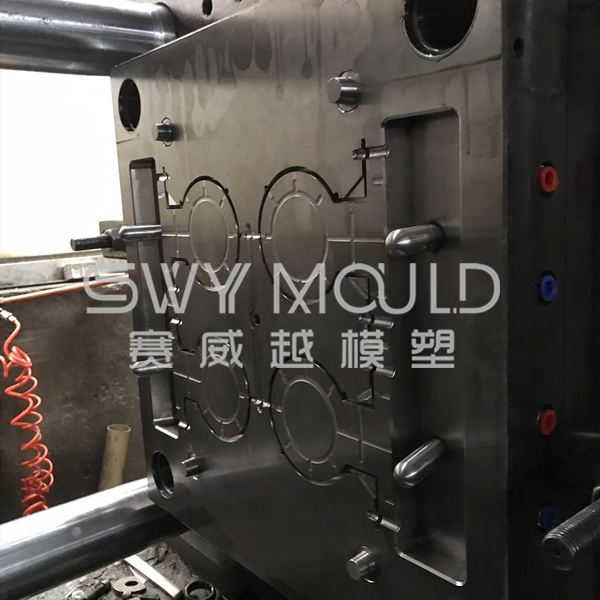
Según la posición de instalación de la pieza de plástico en el trabajo, la pieza de plástico debe inclinarse, por lo que una cavidad es un diseño de 2 cavidades. La base del molde es una base de molde estándar CI5060. Para mejorar la precisión de posicionamiento de los núcleos del molde delantero y trasero, se diseñan 6 bloques de posicionamiento de cero grados en el borde de la base del molde. Las cuatro esquinas del núcleo del molde están diseñadas con bloques de posicionamiento de cero grados para facilitar la sujeción precisa de los núcleos del molde delantero y trasero. Tanto los núcleos del molde delantero como el trasero se colocan apretando bloques, lo que es conveniente para enmarcar el núcleo del molde.
La alineación del molde tiene en cuenta las características de inclinación de las piezas de plástico y utiliza una alineación simétrica para equilibrar las fuerzas. Teniendo en cuenta la resistencia del molde, los núcleos del molde delantero y trasero se dividen por igual en dos partes. El procesamiento de las superficies de partición es muy crítico. Para superficies de partición inclinadas, se requiere un procesamiento CNC de alta velocidad para evitar defectos causados por el recorte manual.
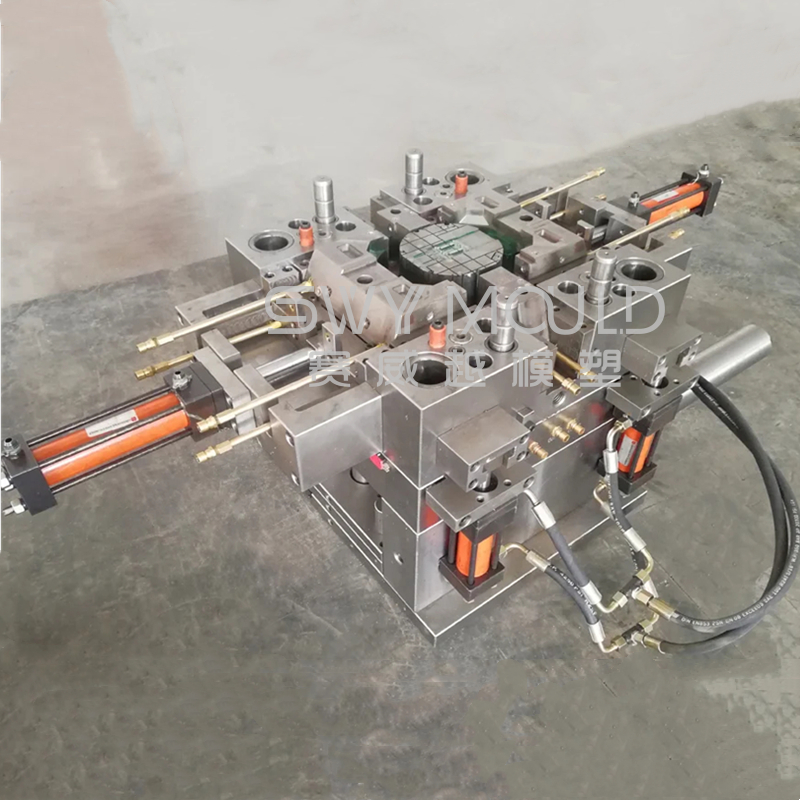
Debido a la forma especial de la pieza de plástico, la pieza de plástico ocupa un pequeño espacio en ambos lados del molde y la fuerza de sujeción no se equilibra durante el moldeo por inyección. Para solucionar este problema, se diseñaron dos contrapesos en los lados superior e inferior del molde. Se diseña un contrapeso en los lados izquierdo y derecho. El peso de equilibrio debe tratarse térmicamente, enfriarse y rectificarse, fijarse en el borde del embrión de molde móvil y fijo con tornillos planos.
Según la gran longitud de la pieza de plástico, la puerta está diseñada en el centro de la pieza de plástico. La puerta es una puerta lateral.
7 hebillas en el borde de la pieza de plástico están diseñadas con pequeños deslizadores. Todos los toboganes son impulsados por ranuras en T. En circunstancias normales, utilice postes guía inclinados para impulsar el control deslizante tanto como sea posible. A veces, cuando el espacio es limitado, también se puede diseñar una unidad de ranura en T para reemplazar una guía inclinada.
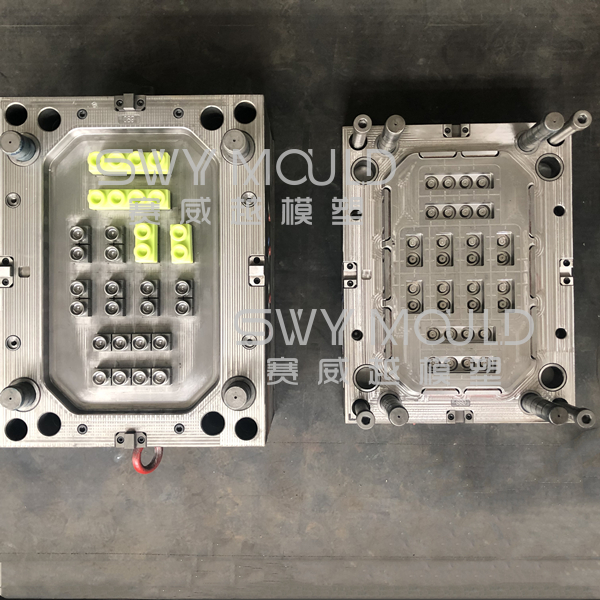
Para evitar que las piezas de plástico se deformen, los moldes de molde frontal y posterior deben diseñarse para refrigeración y transporte de agua. La distancia entre el agua de refrigeración y las piezas de plástico es de 14,5, distribuida uniformemente para reducir la deformación de las piezas de plástico.
El eyector de la pieza de plástico es expulsado por un dedal, y la placa del dedal es guiada por unos centradores.