1. Aspecto hermoso, estructura novedosa, alto nivel de protección.
2. Con sobrecarga, cortocircuito, protección contra fugas y otras funciones
3. La sala de interruptores de protección con ventana de observación es conveniente para la observación de la operación
4. El material de la caja es ignífugo, autoextinguible, antienvejecimiento y tiene buena estabilidad térmica
5. Medio resistente a productos químicos, medio atmosférico, resistente a impactos.
6. Las soluciones eléctricas son flexibles y fáciles de montar
7. Fácil instalación y rendimiento estable
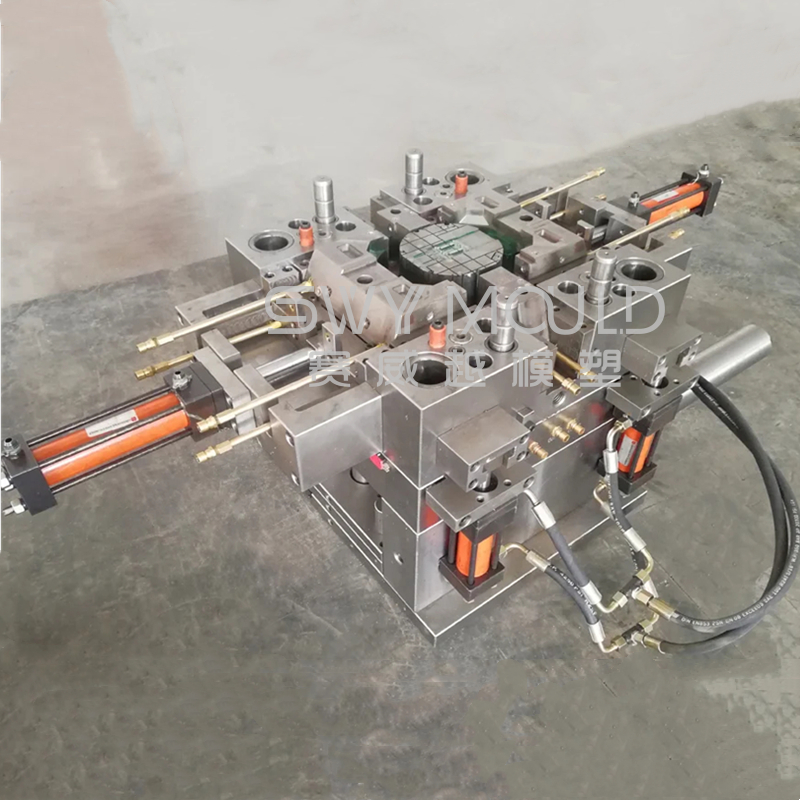
Proceso personalizado de moldeo por inyección de caja eléctrica de plástico
1. El cliente proporciona los dibujos o muestras.
2. Confirmar detalles y requisitos personalizados
3. Comience el diseño del producto y del molde, envíelo a los clientes para confirmar
4. Organice la fabricación del molde (envíe el video o la imagen del proceso de producción regularmente durante la producción)
5. Pruebe el molde y envíe muestras y videos de prueba al cliente para verificar
6. El cliente organiza el saldo e infórmenos para enviar el molde.
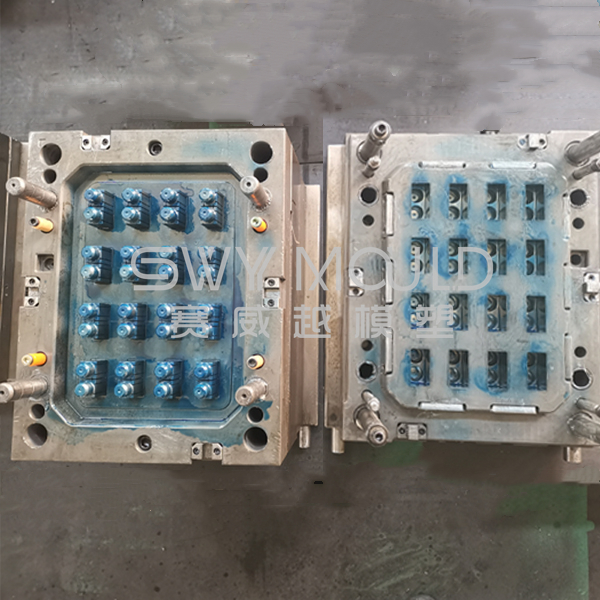
Embalaje y entrega de moldes de inyección de cajas eléctricas de plástico.
Cada molde se empaquetará en la caja de madera apta para el mar antes de la entrega.
1. Comprobación de los componentes del molde y las piezas de repuesto.
2. Limpiar la cavidad/núcleo del molde y esparcir aceite líquido en el molde
3. Limpiar la superficie del molde y esparcir aceite para aguanieve sobre la superficie del molde.
4. Parcelar la película de plástico y colocarla en la caja de madera.
Por lo general, los moldes se enviarán por mar. Si tiene una necesidad muy urgente, los moldes se pueden enviar por vía aérea.
Tiempo de ciclo de moldeo y tiempo de enfriamiento
Si bien se requiere que los moldes de inyección de plástico tengan las funciones para producir piezas moldeadas con la calidad deseada, al mismo tiempo también se requiere que la producción sea posible al costo de producción más bajo posible.
El ciclo de moldeo por inyección de plástico se define de la siguiente manera:
Ciclo de moldeo t (seg) = t1 + t2 + t3 + t4, donde t1 es el tiempo de inyección = tiempo de inyección + tiempo de permanencia (seg), t2 es el tiempo de enfriamiento (seg), t3 es el tiempo (seg) necesario para retirar el producto moldeado, y t4 es el tiempo (seg) necesario para abrir y cerrar el molde.
Entre los factores que determinan el ciclo de moldeo, el más importante es el tiempo de enfriamiento t2. El tiempo de enfriamiento es el tiempo que transcurre desde que se llena el interior de la cavidad con plástico fundido hasta que se sella la compuerta hasta que el plástico se solidifica. Por experiencia, se sabe que el tiempo de enfriamiento varía en función de la capacidad de enfriamiento de la cavidad del molde. Además, también varía según el tipo de material de moldeo y el espesor de pared del producto moldeado. Predecir cuál es el tiempo de enfriamiento óptimo durante la etapa de diseño del molde es un asunto muy importante para estimar el costo de producción del producto moldeado. Si bien recientemente han aparecido en el mercado productos de software que predicen el tiempo de enfriamiento por CAE, en general, se usa la siguiente ecuación experimental para predecir el tiempo de enfriamiento.
tla = s2 / (π2•α) ln(8/π2•(θr - θm) / (θe - θm)), donde, tla es el tiempo de enfriamiento (seg) relacionado con la temperatura promedio del espesor de la pared; s es el espesor de pared (mm) del producto moldeado; α es la tasa de difusión de calor del plástico a la temperatura superficial de la cavidad (mm2/seg), α = λ/(c•ρ); λ es el coeficiente de conductividad térmica del plástico (kcal/m•h•°C); c es el calor específico del plástico (kcal/kg•°C); ρ es la densidad del plástico (kg/m3); θr es la temperatura del plástico fundido (°C); θe es la temperatura de extracción del producto moldeado (°C), y θm es la temperatura de la superficie de la cavidad (°C).