Proceso de recubrimiento de ABS y sus problemas comunes.
Se analizaron los principales procesos del proceso de galvanoplastia de ABS para la eliminación de aceite, engrosamiento, sensibilización, activación y galvanoplastia. Se señalaron el propósito, principio, método y precauciones del proceso principal. Se analizaron las causas de la calidad del enchapado provocadas por el proceso de galvanoplastia y se propusieron las soluciones.
La galvanoplastia de plástico puede hacer que la superficie de los productos de plástico tenga un brillo metálico, una apariencia hermosa y desempeñe un papel decorativo; mejorar la resistencia mecánica de la superficie de los productos y prolongar la vida útil; hacer que los productos de plástico tengan una alta estabilidad a la luz, la atmósfera y otros factores externos, no es fácil de envejecer; Los plásticos son conductores, magnéticos y soldables. Los productos de galvanoplastia de plástico se pueden utilizar en la industria aeroespacial, la construcción naval, la automoción, los aparatos electrónicos y eléctricos, la decoración arquitectónica, los juguetes y las necesidades diarias, y son ampliamente utilizados. Los plásticos que se pueden utilizar para galvanoplastia incluyen ABS, polipropileno, polisulfona, policarbonato, nailon, poliestireno y plásticos reforzados con fibra de vidrio fenólico, entre los que se encuentran la mayor cantidad de ABS, la tecnología más madura, el mejor enchapado.
ABS es un material de polímero amorfo, la apariencia de marfil, opaco, inodoro, no tóxico, no tóxico, con excelentes propiedades de galvanoplastia, es un excelente material de recubrimiento no metálico y su adhesión al sustrato y otros plásticos que otros plásticos Ser fuerte. El contenido de butadieno en los plásticos ABS tiene una gran influencia en el efecto de galvanoplastia. Generalmente utilizado para galvanoplastia de ABS, el contenido de butadieno no puede ser inferior al 10%, generalmente debe ser del 18% al 24%. Durante el proceso de galvanoplastia, la fase elastomérica (también llamada fase de caucho) formada por butadieno en ABS se erosiona para formar muchos agujeros que pueden producir un efecto de "remachado fundido" durante el galvanizado. Este orificio en forma de cuello de botella puede mejorar en gran medida la capa de revestimiento. La fuerza vinculante. La espectroscopia infrarroja reveló que existen grupos reactivos como los grupos polares COOH, CHO, OH y SO3H en la superficie del plástico ABS químicamente rugoso. Estos grupos polares pueden unirse químicamente con el revestimiento metálico. Mejora la fuerza de unión del recubrimiento.
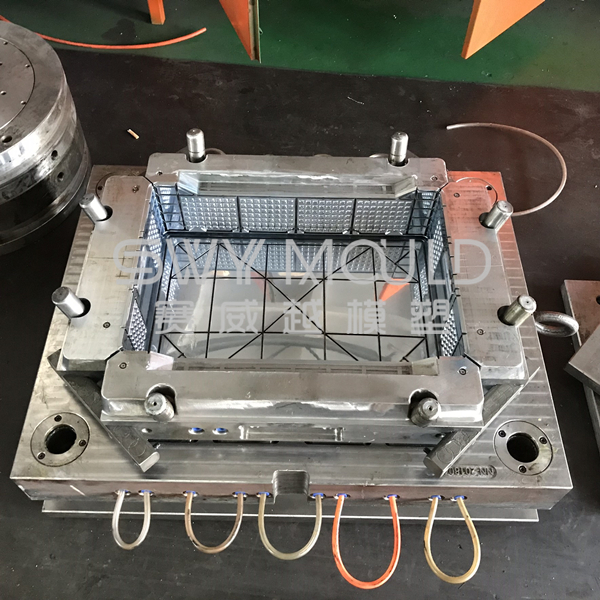
Diseño de sistema de ventilación de gas para molde de soporte de vaporizador de prendas de plástico
El respiradero de gas es un espacio por el que el aire puede salir del molde. Cuando los plásticos fundidos llenan el molde. El aire o los plásticos fundidos que quedan en el molde generarán gas. Si no pueden salir del molde, el aspecto de las muestras no será bueno: tienen gas, fuego, etc.
Hay varias formas de colocar un respiradero de gas en el molde, pero se puede clasificar en términos generales en las siguientes tres formas.
1. Salida de gas de la cara dividida del molde (línea de partición).
La profundidad de ventilación debe ser de 0,005 mm a 0,02 mm y generalmente debe colocarse en la siguiente ubicación.
* Preferiblemente lejos de la puerta.
* Lugar donde tienden a aparecer las líneas de soldadura.
* Final parte del corredor o sub corredor.
2. Salida de gas de la cavidad y parte del núcleo (sistema eyector).
* Usando pin de expulsión
En este método se utilizan el pasador de expulsión y el espacio libre del orificio. La holgura del pasador y su orificio debe ser de 0,02 mm a 0,03 mm si el diámetro del pasador es de aproximadamente 5 mm a 10 mm. Si es más delgado que esto, 0.01 mm a 0.02 mm es generalmente para el espacio libre.
* Usando pasador de núcleo
Si hay una protuberancia o nervadura alta en la parte del producto, ventile dejando espacio alrededor del pasador central.
* Bloque de anidación en capas
Como método de ventilación de gas de nervaduras altas, utilice el espacio libre creado por el anidamiento en capas compuesto de bloques delgados. Además, inserte una parte plana de la cavidad como anidación en capas y ventile el espacio libre de esas placas delgadas.
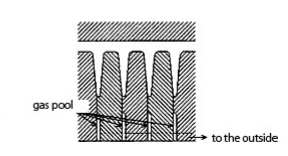
3. Purga de gas por otra vía especial.
Este es un método que ventila un gas instantáneamente haciendo un estado de alto vacío dentro de la cavidad, usando la bomba de vacío. Este método es ideal como método de ventilación de gas y también eficaz para la transferencia y mejora de la precisión contra la cavidad del molde, pero como desventaja, el costo del equipo será caro y la construcción del molde será complicada.