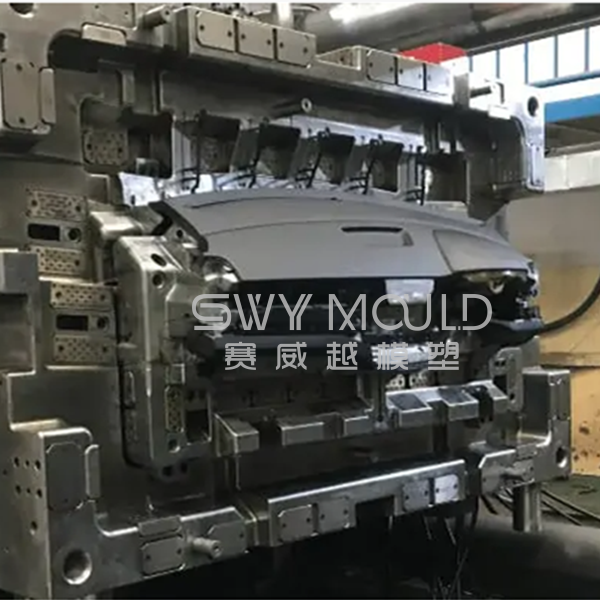
Estándar de fabricación de moldeo por inyección de tablero de instrumentos de plástico automático Honda
1. Calibre externo del molde
* El conector de la tubería de agua de refrigeración debe estar equipado con la especificación pt1 / 4 'y debe instalarse en el lado opuesto de la placa de sujeción.
* La distribución de las juntas del agua de refrigeración debe evitar ser paralela al orificio del anillo tanto como sea posible.
* El tamaño del orificio de expulsión debe ubicarse de acuerdo con el tamaño del molde y la máquina, no demasiado pequeño.
2. Restablecimiento de expulsión, extracción del núcleo y recogida
* La superficie de bloqueo del deslizador grande (ancho de más de 200 mm) tiene una superficie de placa resistente al desgaste superior a 0,1 - 0,5 mm del tanque superior.
* Expulsión de productos fácil de seguir por la parte superior inclinada, varilla superior con ranuras o grabado, no afecta la apariencia de los productos.
3. Refrigeración
* El agua de enfriamiento de la cavidad del molde debe girarse tanto como sea posible y la posición de enfriamiento debe ser moderada.
* Todo el refuerzo sellado con agua de refrigeración con juntas tóricas.
4. Sistema de vertido general (excluyendo canal caliente)
* Hay retracción superficial de la puerta latente en el mandril.
* La superficie de derivación en la superficie de partición es redonda sin dislocación de los troqueles delanteros y traseros.
5. Sistema de canal caliente
* La punta de la boquilla caliente de punta de aguja debe estirarse antes de la superficie del molde.
* El zócalo se instalará en la tabla y superará el tamaño máximo de la plantilla.

Factores que afectan el precio de moldeo por inyección del tablero de instrumentos de plástico de Honda
1. El tamaño y la forma del producto automotriz son simples o complejos. Esto determina qué tipo de estructura correspondiente tiene el molde, que está directamente relacionada con el costo del molde.
2. La aparición de piezas automotrices, solicitudes normales (mercado posventa) y costos de procesamiento completamente diferentes (OEM) de alta demanda.
3. El número de cavidad del molde, una cavidad o múltiples cavidades, afectará la estructura y el tamaño del molde.
4. El volumen anual de la pieza o la vida útil del molde determina qué tipo de acero utilizar, lo que afecta directamente el precio del molde.
¿Cómo arreglar las marcas de flujo en el molde plástico del tablero de un automóvil?
En la industria automotriz se utilizan cada vez más piezas de moldeo por inyección de plástico de gran tamaño. Por consideración del costo, la aplicación de piezas de inyección sin aerosol es cada vez más extensa. Sin embargo, esto también requiere una mayor calidad cosmética de las piezas de moldeo por inyección. En algunas partes grandes como parachoques, tableros de instrumentos, paneles de puertas y accesorios de plástico interiores largos, es muy común ver un defecto de apariencia caracterizado por una raya o franjas perpendiculares a la dirección del flujo de plástico, que parece un patrón en la piel de un tigre, lo llamamos "Tiger Flow Line".
1. Posibles causas
Proceso de moldeo: En este caso, la velocidad de inyección fue muy rápida al principio. Luego, la temperatura del material se incrementó hasta 255 ℃ mientras que la temperatura real del molde fue de aproximadamente 49 ℃. Con este ajuste, redujimos la velocidad de inyección, pero la línea de flujo todavía estaba allí. Luego notamos que el intervalo entre la primera compuerta de válvula y la otra compuerta de válvula es de solo 3 segundos. Dice que la presión de moldeo de la primera compuerta de válvula puede ser insuficiente debido a la apertura de otras compuertas cuando la velocidad de inyección disminuye, lo que resulta en una presión inestable en la primera etapa de llenado y un flujo inestable de plástico fundido, lo que provoca líneas de flujo de tigre. .
2. Remedio
Para proporcionar suficiente presión para mantener el flujo estable del plástico fundido en la primera compuerta, cierre la presión de todas las demás compuertas y use una velocidad de inyección lenta de 15 cm3 / s. La línea de flujo del tigre desaparece.
3. Nota importante
El resultado muestra que la aparición de la línea de flujo del tigre no está relacionada directamente con la viscosidad de la masa fundida. Cada vez más estudios han demostrado que la inestabilidad en el proceso de flujo es la principal causa de las líneas de flujo del tigre.

Sistema de canal caliente en molde de salpicadero de coche de plástico
Un sistema de compuerta de canal caliente puede entenderse como una extensión de la maquinaria de moldeo por inyección. La función del sistema de canal caliente es entregar la masa fundida termoplástica cerca del molde o directamente en el molde adiabáticamente.
El canal caliente se puede calentar de forma independiente, pero aislado térmicamente en el molde de inyección, de modo que pueda compensar individualmente la pérdida de calor causada por el contacto con el molde "frío". Los moldes de canal caliente se han utilizado con éxito para procesar diversos materiales plásticos. Casi todos los materiales plásticos que se pueden procesar con moldes de canal frío se pueden procesar con moldes de canal caliente.
Un proyecto de aplicación de moldes de canal caliente exitoso requiere que se garanticen múltiples enlaces.
Entre los más importantes se encuentran dos factores técnicos: uno es el control de la temperatura del plástico; el segundo es el control del flujo de plástico.
Un sistema típico de canal caliente consta de las siguientes partes:
1. Placa de canal caliente (COLECTOR);
2. Boquilla;
3. Controlador de temperatura;
4. Piezas auxiliares.

Ventajas del molde de canal caliente:
1. Acortar el ciclo de moldeo de piezas;
2. Ahorre materias primas plásticas;
3. Reducir el desperdicio y mejorar la calidad del producto;
4. Eliminar los procesos posteriores que favorezcan la automatización de la producción;
5. Ampliar la aplicación de la tecnología de moldeo por inyección.
Resina plástica comúnmente utilizada para el moldeo por inyección de plástico en automóviles
1. Material de nailon (PA)
El nailon se utiliza principalmente en motores de automóviles y piezas periféricas de motores, las principales variedades son GFPA6, GFPA66, PA6 retardante de llama mejorado y otros productos.
En las piezas periféricas del motor de automóvil sobre la aplicación: como las piezas periféricas del motor son principalmente componentes de calefacción y vibración, la mayoría de los materiales utilizados en sus componentes son nailon reforzado con fibra de vidrio. Esto se debe a que el nailon tiene un mejor rendimiento general, modificado con nailon de fibra de vidrio, las propiedades principales se han mejorado enormemente, como la resistencia, la precisión del producto, la estabilidad dimensional, etc. Además, la variedad de nailon, nailon modificado con fibra de vidrio, el principal las propiedades se han mejorado enormemente, como la resistencia, la precisión del producto y la estabilidad dimensional. Además, la variedad de nailon, que es más fácil de reciclar y relativamente económico, etc., contribuye al nailon como una elección ideal de materiales para los componentes periféricos del motor.
Además, en las piezas del motor de automóviles en la aplicación: la cubierta del motor, la cubierta decorativa del motor, la cubierta de la culata de cilindros y otras partes se utilizan generalmente de nailon modificado como material de elección, en comparación con el metal, la cubierta de la culata de cilindros, por ejemplo, un 50% reducción de la calidad, reducción de costes del 30%.
2. Material de poliéster (PBT)
En la fabricación de automóviles, PBT se usa ampliamente en la producción de piezas de automóviles como parachoques, componentes de carburador, guardabarros, spoilers, bloques de terminales de bujías, componentes del sistema de suministro de combustible, paneles de instrumentos, encendido de automóviles, pedal de acelerador y pedales de embrague.
3. Polimetilmetacrilato (POM)
La industria automotriz es el mercado potencial más grande para POM, que es liviano, duro, resistente al desgaste, a la fluencia, resistente a los productos químicos, etc. cojinetes de articulaciones, engranajes de motor, manivelas, manijas, paneles de instrumentos, elevadores de ventanas de automóviles, interruptores eléctricos, hebillas de cinturones de seguridad, etc., especialmente deslizadores y otras piezas resistentes al desgaste que se modifican con POM. Los puntos fuertes de POM son que estas piezas son menos abrasivas en el metal, lo que reduce el consumo de lubricante y aumenta la vida útil de las piezas.
4. Material de policarbonato (PC)
Debido a su excelente resistencia al calor, resistencia al impacto, rigidez y buena fluidez de procesamiento, la PC modificada se usa principalmente en partes automotrices como partes de molduras exteriores e interiores, alrededores del tablero, placa anticongelante, manijas de las puertas, placa de flujo inferior, soportes, revestimiento de la columna de dirección , placa decorativa, piezas de sistemas de aire acondicionado, piezas de lámparas y otras piezas de automoción.