La velocidad de inyección influye en el proceso de moldeo por inyección.
La velocidad de inyección relativa a la presión de inyección muestra una curva en U. Si la velocidad de inyección es demasiado baja, la pérdida de calor será mayor que la generación de calor, lo que hará que la temperatura de flujo baje, la viscosidad aumente y la capa de solidificación se espese. Por lo tanto, aumentará la resistencia al flujo, así como la presión de inyección.
Por otro lado, cuando la velocidad de moldeo por inyección es alta, la temperatura baja aumentará, la viscosidad disminuirá y la capa de solidificación será más delgada. Sin embargo, la fricción entre la capa de solidificación y la capa de flujo verá un aumento considerable, lo que hará que aumente la presión de inyección. La presión de inyección se minimizará cuando la velocidad de flujo sea constante en la cavidad.
Para moldes de inyección de alta velocidad, el tiempo del ciclo es muy importante. Como clave para reducir el tiempo del ciclo, lo más importante es cómo hacer un buen sistema de enfriamiento.
Definición de sistema de enfriamiento de moldes de inyección
Sistema de enfriamiento del molde de inyección: AKA. sistema de control de temperatura del molde de inyección
1. Caliente o enfríe el molde para mantener su temperatura dentro de un rango razonable.
2. Medio de enfriamiento del molde: agua, aceite, berilio, cobre (BeCu) y aire, etc.
3. Métodos de calentamiento del molde: agua caliente, vapor, aceite caliente y varilla calefactora, etc.
Influencia de la temperatura del molde en diferentes plásticos
1. Para materiales plásticos con gran fluidez (PE, PP, HIPS y ABS, etc.), bajar la temperatura del molde ayuda a reducir el agrietamiento por tensión (la temperatura del molde suele rondar los 60 ° C);
2. Para materiales plásticos con poca fluidez (PC, PPO y PSF, etc.), elevar la temperatura del molde ayuda a reducir la tensión interna del producto plástico (la temperatura del molde suele oscilar entre 80 ° C y 120 ° C).
Influencia de la temperatura del molde en la calidad de los productos plásticos moldeados
1. Temperatura demasiado alta: los productos de plástico se deforman mucho después del desmoldeo, y es fácil provocar que parpadeen y se peguen;
2. Temperatura demasiado baja: conduce a una fluidez de fusión deficiente, así como a defectos en la superficie como rayas plateadas, líneas de flujo y llenado insuficiente;
3. Temperatura desigual: Los productos de plástico se encogen de manera desigual, lo que provoca una deformación por deformación.
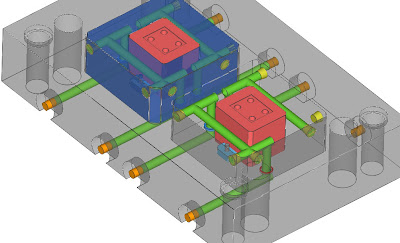
Ubicación de las líneas de enfriamiento
1. Trate de mantener una distancia constante entre el refrigerante y el plástico relleno en la cavidad; se prefiere de 10 a 15 mm. La distancia al centro del refrigerante es de aproximadamente 5D
2. Las líneas de enfriamiento no deben estar cerca de lugares donde los flujos de masa fundida finalmente se encuentran
3. Evite que las líneas de enfriamiento interfieran con otros mecanismos en el molde y mantenga una parte de acero de 3 mm en el medio.
4. El refrigerante para el inserto de la cavidad debe estar lo más cerca posible del plástico lleno, y el del inserto del núcleo debe colocarse lo más lejos posible del borde exterior. Cuando la cavidad / núcleo del molde es demasiado grande, el refrigerante debe estar en contacto con él.
5. Para el molde BeCu, el refrigerante puede ir directamente entre la placa A y la placa B
Directrices para el sistema de enfriamiento de moldes
* circuitos de refrigeración simétricos independientes alrededor de las cavidades del molde
* los núcleos necesitan un enfriamiento efectivo
* Canales de enfriamiento cortos para garantizar que las diferencias de temperatura entre la entrada y la salida no superen los 5 grados
* Se prefieren los circuitos en paralelo a la refrigeración en serie.
* evitar puntos muertos y / o burbujas de aire en los circuitos de refrigeración
* Debe minimizarse el intercambio de cabezales entre el molde de inyección y la máquina.
* Deben evitarse las diferencias en la resistencia al flujo de los canales de enfriamiento, causadas por cambios de diámetro.
Las partes del molde que se calientan excesivamente, como los casquillos de los bebederos y las áreas cercanas a las puertas, deben enfriarse intensamente. El enfriamiento rápido y uniforme se mejora mediante el uso de metales altamente conductores, como el berilio-cobre. Estos metales se utilizan al máximo en lugares donde es imposible colocar suficientes canales de enfriamiento. El cobre transfiere el doble de calor que el acero al carbono y cuatro veces más calor que el acero inoxidable. Esto no significa que el molde de cobre funcionará 4 veces más rápido que un molde de acero inoxidable, pero funcionará significativamente más rápido en algunas piezas de paredes delgadas.