Acerca de Taizhou Saiweiyue Mould & Plastic Co., Ltd
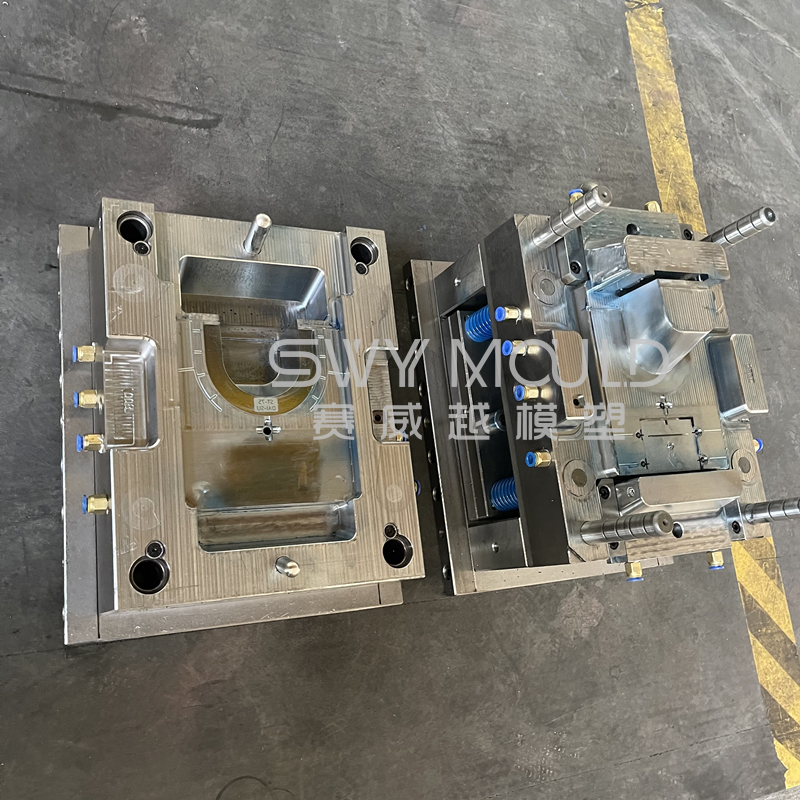
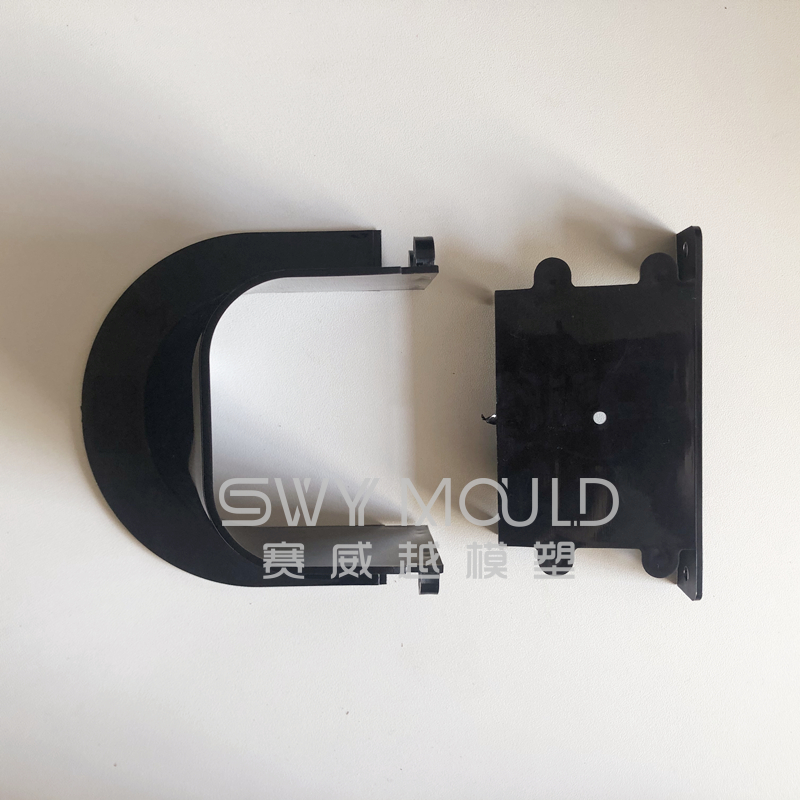
SWY MOLD fabrica moldes de inyección de plástico y producción en masa de moldeo por inyección. Ya sea que se trate de 1 o 5000 piezas, entregamos componentes y ensamblajes de grado de producción que cumplen con sus exigentes programas de entrega. Con muchos procesos complementarios, podemos ayudarlo a producir de todo, desde moldes de inyección hasta grandes cajas de plástico.
1. Servicio ofrecido:
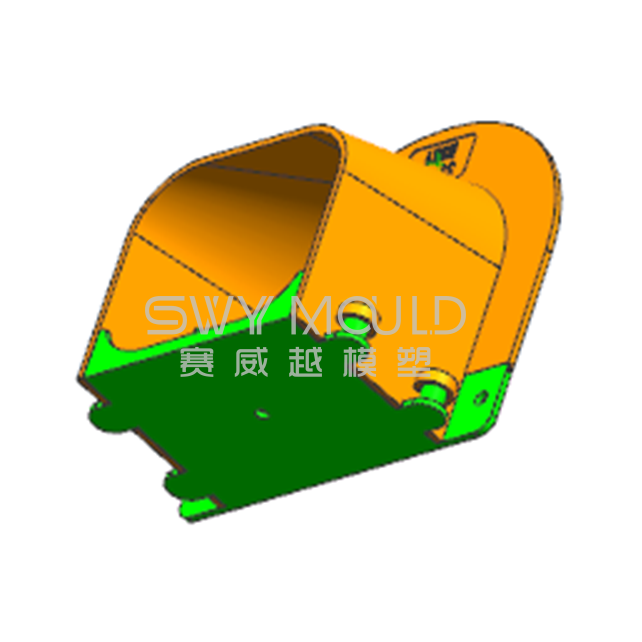
* Diseño CAD
* Experiencia en DFM
* Creación rápida de prototipos
* Producción en masa
* Pintura y acabado
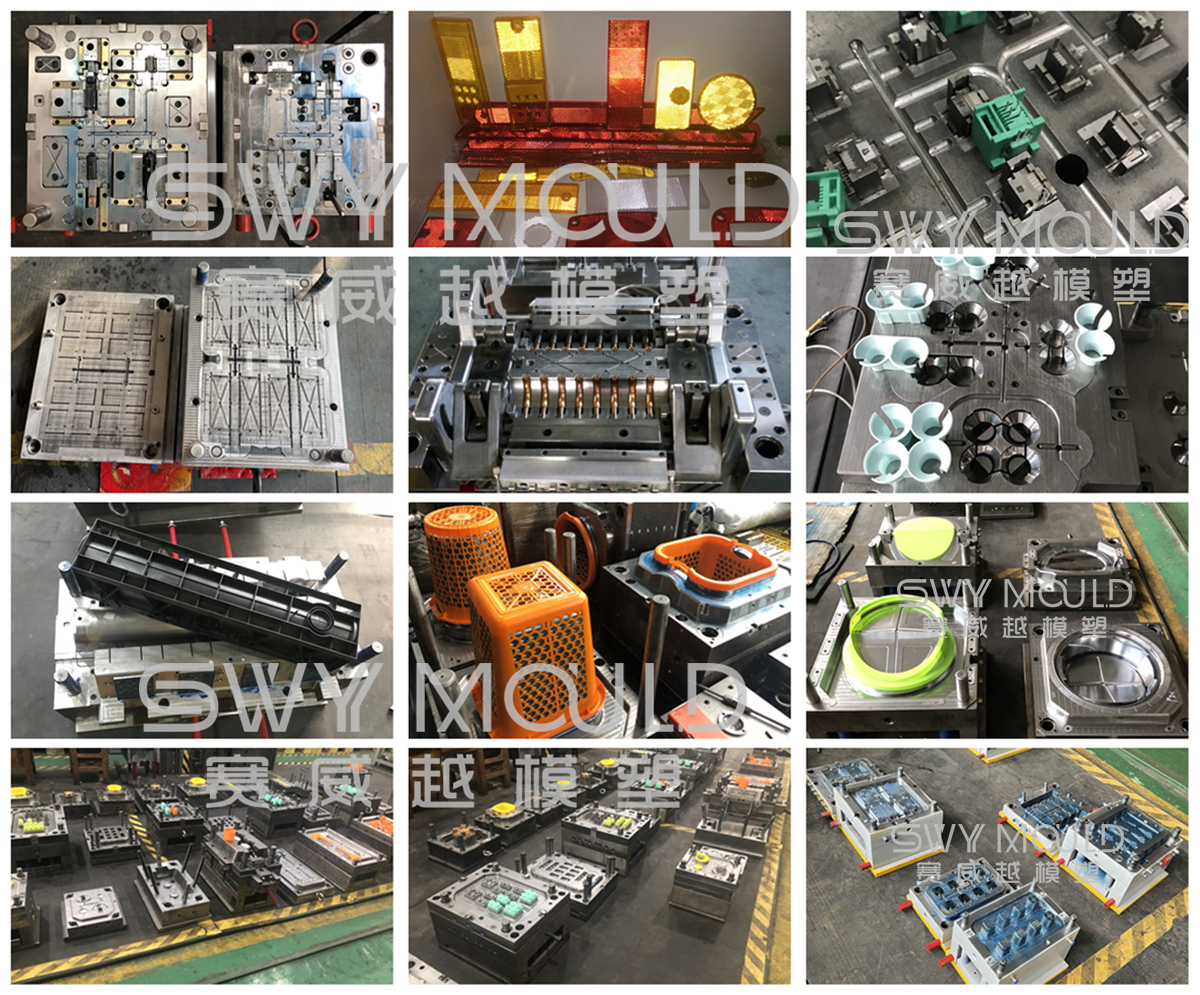
2. Industrias atendidas:
* Moldes de productos para el hogar
* Moldes de piezas de electrodomésticos
* Moldes de piezas automotrices
* Moldes de piezas de la industria
* Moldes de productos infantiles
* Moldes de productos médicos
* Moldes para montaje de tuberías
* Moldes de productos agrícolas
......
Si bien hay muchas otras industrias a las que servimos, cada una tiene una cosa en común: necesitan una calidad excepcional y una entrega rápida respaldada por una amplia experiencia y conocimientos en los procesos de fabricación.
SWY MOLD utiliza su experiencia y conocimiento en los procesos de fabricación para ayudarlo a seleccionar el método correcto y el material adecuado para el trabajo. Y dado que el diseño para la fabricación no siempre es el mismo que el diseño de una pieza terminada, ofrecemos nuestro talento para diseñar sus piezas para el proceso. Por lo tanto, no tiene que preocuparse por diseñar piezas de plástico para la moldeabilidad. Nos encargamos de eso por usted, para que pueda comenzar a abordar su próximo desafío de diseño.
Entonces, si su diseño está a punto de completarse y ahora necesita fabricar prototipos o piezas de producción, recurra a SWY MOULD. Llámenos hoy para discutir su proyecto o envíenos una solicitud de cotización. usted será feliz de haberlo hecho.
Entrega rápida con moldes de calidad.
Basándose en la velocidad de sus procesos y operaciones, SWY MOLD proporciona la solución para los retrasos en las herramientas de producción o las modificaciones de diseño de última hora. SWY puede entregar pequeñas cantidades de piezas de plástico para una solución a corto plazo, o puede construir su solución puente a la producción.
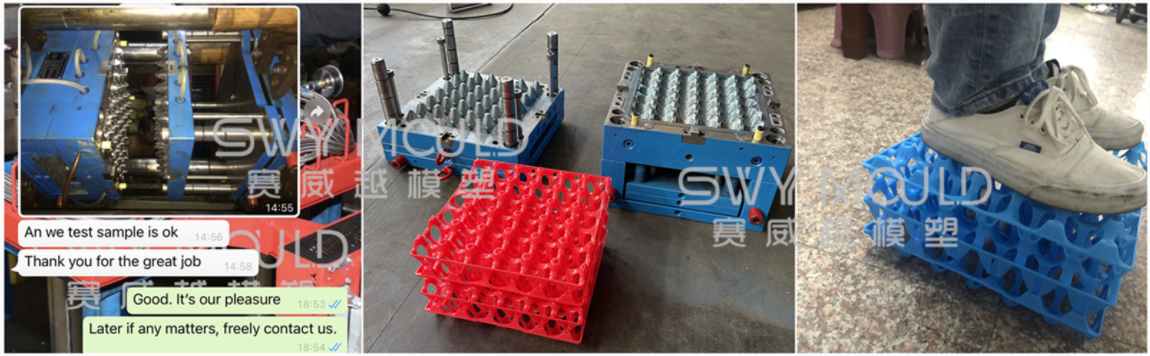
Cuando otros rechazan el trabajo porque es demasiado desafiante o demasiado apresurado, puede recurrir a SWY MOULD. E independientemente de la velocidad o el desafío, recibirá moldes de alta calidad y un servicio de primer nivel, como lo afirman los siguientes testimonios de nuestros clientes:
Formas de resolver los defectos superficiales durante el moldeo por inyección.
Generalmente, durante el procesamiento de moldes, si necesitamos usar equipos de moldeo por inyección para procesar la superficie del producto, habrá defectos grandes o pequeños. Generalmente, estos defectos aparecerán en la posición de la puerta, que pertenece a la posición de inicio del procesamiento del molde, por lo que estas dos posiciones son propensas a problemas, y necesitamos encontrar formas de eliminar estos defectos para mejorar el efecto de visualización.
Aparecerán defectos de manchas oscuras y defectos sutiles cerca de la puerta, que es la sensación cuando se fabrican productos con materiales de alta viscosidad y baja fluidez, como PC, PMMA o especialmente ABS. Cuando la resina se aleja del centro de la capa superficial de la resina enfriada, pueden aparecer la superficie visible de tales defectos del producto.
Las personas a menudo identifican la existencia de dichos defectos técnicos, que ocurren con frecuencia en la etapa de llenado del molde y mantenimiento de la presión. De hecho, aparecen manchas oscuras cerca de la puerta, generalmente al principio y en la etapa de desarrollo del ciclo de tiempo de inyección. La investigación experimental muestra que el problema del deslizamiento de la superficie en realidad se debe a la velocidad de inyección, más específicamente, a la velocidad del flujo en el extremo frontal del flujo de fusión.
Incluso si la velocidad de inyección es constante cuando la masa fundida ingresa al molde, su velocidad de flujo cambiará. Al ingresar al área de la puerta del molde, la velocidad de fusión es muy alta, pero después de ingresar a la cavidad del molde, la velocidad de fusión comienza a disminuir. Este cambio en la velocidad del flujo en el extremo frontal del flujo de fusión dará lugar a defectos en la superficie.
Una forma de solucionar este problema es reducir la velocidad de inyección. Para reducir la velocidad del frente de flujo de fusión en la puerta, la inyección se puede dividir en varias etapas y la velocidad de inyección se puede aumentar gradualmente.
Otra razón es que la baja temperatura de fusión del producto es el punto oscuro. El aumento de la temperatura del cilindro puede reducir la contrapresión del tornillo para mejorar la posibilidad de este fenómeno. Además, la temperatura del molde es demasiado baja para producir defectos superficiales y la temperatura del molde es una opción factible para superar los defectos superficiales del producto.
Materia prima plástica---PVC
El PVC es un polvo blanco no tóxico e inodoro. La densidad del plástico de PVC es de 1,40 g/cm3 y la densidad del plástico de PVC con plastificantes y rellenos suele ser de 1,15 a 2,00 g/cm3.
La absorción de agua del PVC suele ser inferior al 0,1%. Para productos con requisitos bajos, no es necesario secar antes de moldear. Para reducir la corrosión de los equipos y moldes causada por el gas HC1 descompuesto durante el procesamiento de PVC, los equipos y moldes deben elegir materiales metálicos anticorrosivos y realizar el trabajo anticorrosivo correspondiente.
El PVC tiene una excelente estabilidad química. Es estable a la mayoría de los ácidos inorgánicos y álcalis, pero se explica bajo la acción del ácido sulfúrico concentrado, ácido nítrico y ácido complejo.
En el PVC rígido (PVC-U), para mejorar la estabilidad térmica, la lubricidad, la tenacidad y la calidad de la apariencia, se deben agregar varios aditivos. La forma principal de mejorar el rendimiento de los plásticos de PVC es encontrar estabilizadores, plastificantes, rellenos y otros aditivos adecuados para una configuración razonable. Es un método eficaz para modificar el PVC mediante copolimerización y mezcla.
1. Factores que afectan las características de la pieza
* No hay un punto de fusión obvio, se volverá suave por encima de los 60 grados centígrados y será vicioso a 100-150 grados centígrados. La temperatura de descomposición de la mezcla de PVC-U rara vez supera los 200 grados centígrados.
* Una mala estabilidad térmica, ya sea de tiempo o de temperatura, puede provocar la descomposición del PVC-U, por lo que se debe controlar estrictamente la temperatura y el tiempo de residencia del material en el cilindro.
* En PVC-U, a pesar de la adición de aditivos, su fluidez sigue siendo pobre. Por lo tanto, es difícil llenar la cavidad del molde con masa fundida en muy poco tiempo. Por lo tanto, es necesario utilizar una presión de inyección más alta y una velocidad de inyección más baja.
* Como el proceso de procesamiento inevitablemente produce descomposición y libera gas HC1, el trabajo anticorrosivo del equipo debe realizarse bien.
* El producto es frágil
* La temperatura de fusión del PVC durante el procesamiento es un parámetro de proceso muy importante. Si este parámetro no es apropiado, causará el problema de descomposición del material.
* Las características de flujo del PVC son bastante malas y su rango de proceso es muy estrecho. En especial, los materiales de PVC con pesos moleculares grandes son más difíciles de procesar (este material generalmente debe agregarse con lubricantes para mejorar las características de flujo), por lo que generalmente se usan materiales de PVC con pesos moleculares pequeños.
* La tasa de contracción del PVC es bastante baja, generalmente 0.6-1.0%
* Cuando la temperatura es demasiado alta durante el moldeado, es fácil descomponer el cloro gaseoso. El gas de cloro se combina con el vapor de agua en el aire para formar ácido clorhídrico, que corroe fácilmente la superficie de la cavidad del molde.
2. Requisitos de diseño de productos y moldes
* El grosor de la pared del producto es lo más uniforme posible, y el grosor de la pared no es demasiado delgado, generalmente no menos de 1,2 mm, alrededor de 1,5-5 mm
* La tasa de contracción de moldeo de PVC-U está entre 0,6% y 1,5%, y se requiere que el producto tenga una cierta pendiente de desmoldeo, generalmente 1-1,4. Para productos porosos o productos con pies de gran resistencia al desmoldeo, la pendiente de desmoldeo sigue siendo mayor
* Se pueden usar todas las puertas convencionales y deben ser más grandes para evitar que los callejones sin salida se estanquen, generalmente no menos de 1 mm de diámetro o 1 mm de espesor.
* El canal de flujo debe ser grande y debe haber suficientes orificios para tapones fríos en la dirección opuesta al canal de flujo. En general, cada posición de giro debe cambiarse suavemente y las esquinas afiladas deben evitarse tanto como sea posible.
* Debido a la baja temperatura de moldeo, para evitar que el material frío obstruya la entrada o fluya hacia la cavidad del molde, se debe abrir una cavidad de material frío suficiente al final del corredor principal, y también se debe abrir una cavidad de material frío. abierto para un corredor más largo.
* En el moldeo, la mayoría de los moldes se enfrían con agua para controlar la temperatura del molde, pero al mismo tiempo, para mejorar el rendimiento del producto, a veces se usan métodos de calentamiento/enfriamiento para controlar la temperatura del molde. El rango de control de moho está entre 30 y 60 grados centígrados.
* Para evitar el efecto corrosivo del gas HC1, el corredor, la cavidad y otras partes del molde deben cromarse y debe realizarse un tratamiento anticorrosión. Los productos están hechos de materiales resistentes al desgaste y a la corrosión.