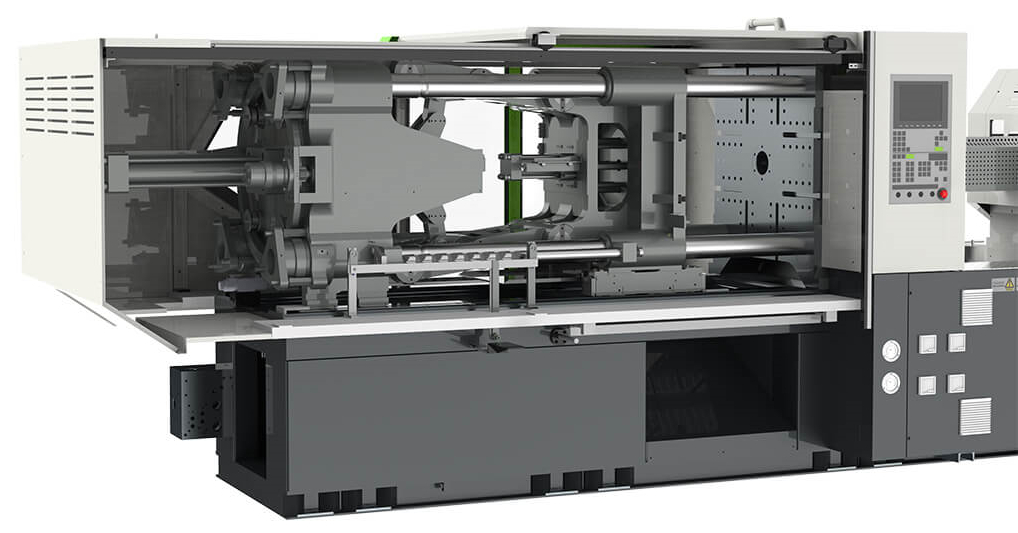
La diferencia entre una máquina de moldeo por inyección de alta velocidad y una máquina de inyección ordinaria
Una máquina de moldeo por inyección de alta velocidad es el motor completo, una máquina de moldeo por inyección ordinaria es una máquina de moldeo por inyección hidráulica y la velocidad relativa de una máquina de moldeo por inyección hidráulica es lenta. Una máquina de moldeo por inyección totalmente eléctrica utiliza un servomotor para abrir y cerrar el molde, expulsar y desmoldar, inyectar y almacenar materia prima, etc. La velocidad de funcionamiento es rápida y precisa, mejorando en gran medida el entorno de producción y la eficiencia de producción. Pero ahora la máquina de moldeo por inyección servoeléctrica solo tiene una fuerza de sujeción de menos de 850 toneladas.
La máquina de moldeo por inyección de alta velocidad es eficiente, el proceso de moldeo de la máquina de moldeo por inyección ordinaria es: bloqueo - inyección - enfriamiento - almacenamiento - abierto - molde - soporte - tiempo de limpieza; La máquina de moldeo por inyección de alta velocidad adopta un enlace de tres ejes, comúnmente conocido como el de tres bucles. El proceso de conformado es bloqueo del molde - inyección - enfriamiento - apertura (soporte del molde sincrónico, almacenamiento de material) - tiempo de separación. Por ejemplo, un producto con una máquina de moldeo por inyección ordinaria tiempo de moldeo es de 10 segundos, y una máquina de moldeo por inyección de alta velocidad que utiliza el principio de enlace de tres ejes, el tiempo de moldeo se acorta considerablemente en aproximadamente 6 segundos, menos dos pequeños pasos, pero el tiempo aumenta. aproximadamente a la mitad de la velocidad.
La máquina de moldeo por inyección de alta velocidad es ecológica. La bomba estándar utilizada en la máquina de moldeo por inyección ordinaria contamina la energía, el aceite hidráulico y el ruido. La máquina de moldeo por inyección de alta velocidad adopta un tipo híbrido de aceite y eléctrico de bomba de aceite y servomotor.
Las ventajas del sistema servohidráulico son las siguientes: la implementación del molde de arranque suave no afectará a la red eléctrica, evitará la contaminación de los radios y el voltaje. Puede prevenir eficazmente la temperatura alta del aceite y enfriar. Reduzca enormemente la tasa de reemplazo de aceite hidráulico. El sistema servohidráulico puede reducir en gran medida el ruido de funcionamiento y producción de la máquina y mejorar el entorno de trabajo gracias a un mejor clic y a la bomba de engranajes del sistema de potencia.
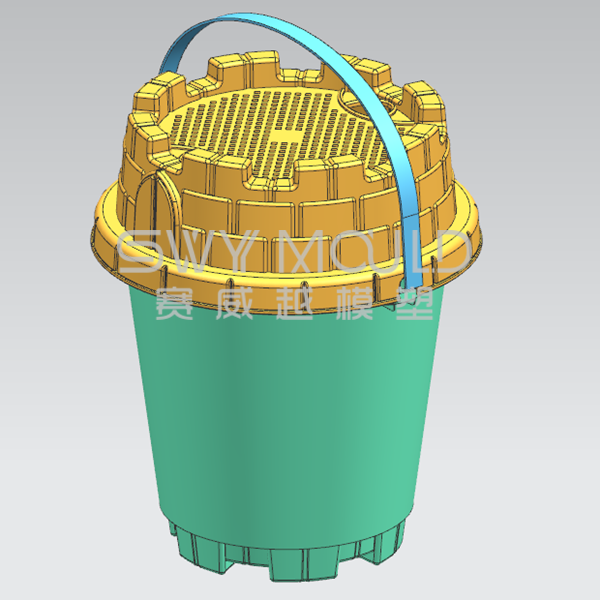
Las ventajas del canal caliente con válvula de aguja
La tecnología de canal caliente de válvula de aguja con su tecnología de control de proceso única puede mejorar la confiabilidad de las piezas en un grado mayor, hacer que la masa fundida fluya en la cavidad tridimensional más rápido y más suave, y hacer que las piezas sean más rápidas. El ciclo juega un papel particularmente importante en la mejora de la calidad de las piezas. Al controlar el tiempo de apertura de la compuerta, la cavidad se llena suavemente y el flujo de masa fundida se equilibra y se eliminan las marcas de soldadura.
El moldeo por inyección de piezas grandes moldeadas por inyección generalmente requiere dos o más compuertas calientes para llenar. Para los sistemas de canal caliente ordinarios, la compuerta se abre al mismo tiempo que comienza la inyección. Este tipo de método de alimentación de masa fundida inevitablemente tiene defectos de fusión, es decir, cuando los dos frentes de masa fundida se fusionan, debido a que las dos masas fundidas no pueden fundirse completamente en un cuerpo, se forma una marca de fusión y la reacción en la superficie del producto es la la denominada marca de soldadura. . Aunque se puede mejorar aumentando la temperatura de la masa fundida, aumentando la presión de mantenimiento y ajustando los parámetros del proceso de moldeo por inyección, el efecto de mejora real es limitado.
La tecnología de canal caliente de válvula de aguja se utiliza para construir el sistema de compuerta, que puede realizar el control del programa de apertura y cierre de cada compuerta de válvula, y también puede controlar que la aguja de la válvula se abra cuando la primera corriente de masa fundida simplemente fluye a través del segunda compuerta de válvula. Abra la segunda puerta. En este momento, puede abrir o cerrar la primera puerta según sea necesario. Continuar hasta que se abran todas las compuertas y se llene la cavidad, de modo que la masa fundida esté completamente fundida y se obtenga un producto sin marcas de soldadura. Y se puede obtener un estado de flujo equilibrado cambiando la compuerta de la válvula.
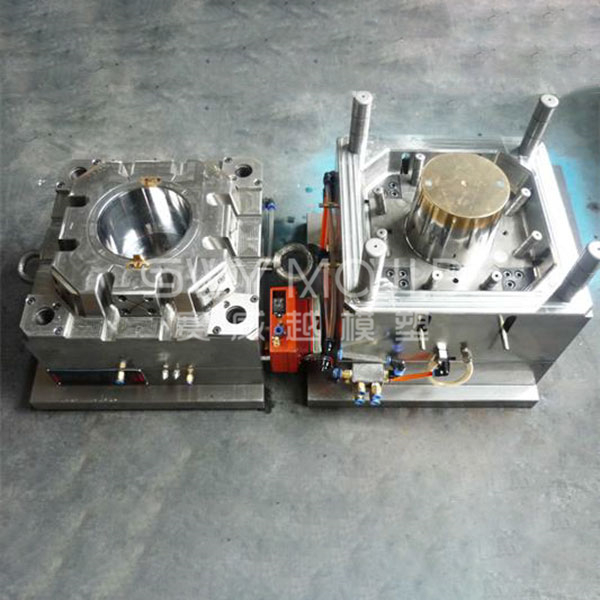
Requisito de tolerancia para los componentes del molde
Cualquiera que se dé cuenta de los accesorios del molde puede saber que no importa qué tipo de piezas del molde, no importa cuántos años de procesamiento de los fabricantes, es imposible eliminar la tolerancia de las piezas del molde, solo podría hacer que la tolerancia sea lo más fina posible. Por lo tanto, cómo comprender el requisito de tolerancia de las piezas del molde es un tema discutible.
1. Procesamiento de tolerancia económica
Dado que hay muchos factores que afectan las tolerancias de mecanizado durante el proceso de mecanizado, las tolerancias que se pueden lograr con el mismo método de mecanizado en diferentes condiciones de trabajo son diferentes. La operación cuidadosa, el ajuste fino y los parámetros de corte adecuados podrían mejorar la precisión del procesamiento, pero reducirán la productividad y aumentarán el costo de procesamiento.
2. El error original
Hay muchos errores originales diferentes, incluido el error geométrico para el sistema de proceso, el error de posicionamiento, el error de procesamiento causado por la deformación mecánica del sistema de proceso, el error de proceso causado por la deformación térmica del sistema de procesamiento, la deformación causada por la redistribución de la tensión en el pieza de trabajo, error de principio, error de ajuste y error de medición, etc.
3. Métodos para estudiar las tolerancias de mecanizado.
* Métodos de investigación de tolerancias de mecanizado: métodos de cálculo analítico y métodos de análisis estadístico.
* El descentramiento circular radial del eje principal mientras se usa el cojinete deslizante