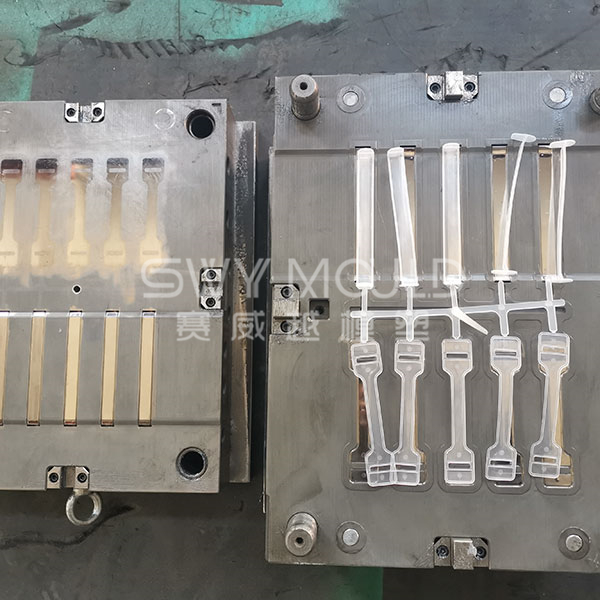
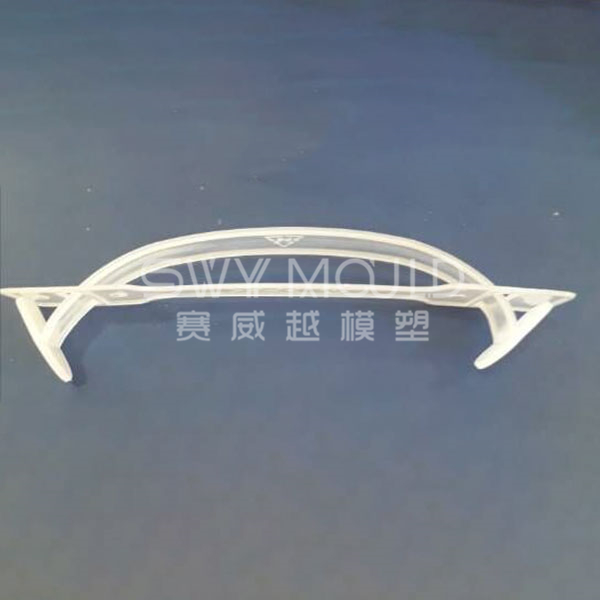
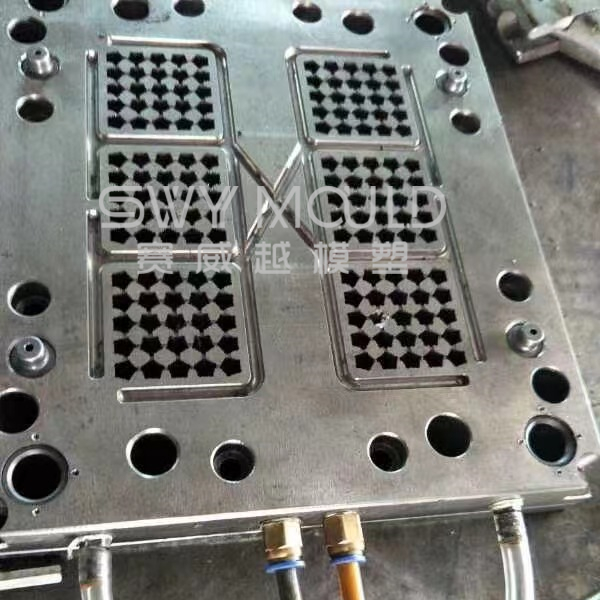
Nuestro cliente de México nos hizo un pedido con diferentes formas de bloques de construcción de juguetes para niños, y también quiere hacer un molde de asa para empaque de juguetes. Como la cantidad de producción total necesaria de molde de mango no es tan grande, se hacen dos formas en un molde con una cavidad de 5 + 5.
Amablemente revisando nuestro molde:
El principio de selección de la ubicación de la puerta
Al determinar la ubicación de la puerta, se deben cumplir los siguientes principios:
1. La resina inyectada en cada cavidad debe ser lo más uniforme posible.
2. El material inyectado en el molde debe mantener un flujo uniforme y estable en todas las etapas del proceso de inyección.
3. Tenga en cuenta los posibles defectos tales como marcas de soldadura, burbujas, huecos, inyección insuficiente y aerosol de plástico.
4. La operación de corte de la puerta de inyección debe ser lo más fácil posible, preferiblemente operación automática.
5. La ubicación de la puerta debe coincidir con todos los aspectos.
Técnica de selección de la ubicación de la puerta
1. Coloque la compuerta en la parte más gruesa del producto, la inyección desde la pared más gruesa puede garantizar un mejor efecto de llenado y retención de presión. Si la presión de sujeción es insuficiente, el área más delgada se solidificará más rápido que el área más gruesa. Evite colocar la puerta en la superficie donde haya un cambio repentino de grosor para evitar una inyección tardía o disparos rápidos.
2. Si es posible, inyecte desde el centro del producto. La colocación de la compuerta en el centro del producto puede proporcionar una longitud de flujo de igual longitud que afectará la presión de inyección requerida. La compuerta de inyección central hace que la presión de mantenimiento sea uniforme en todas las direcciones y evita una contracción de volumen desigual.