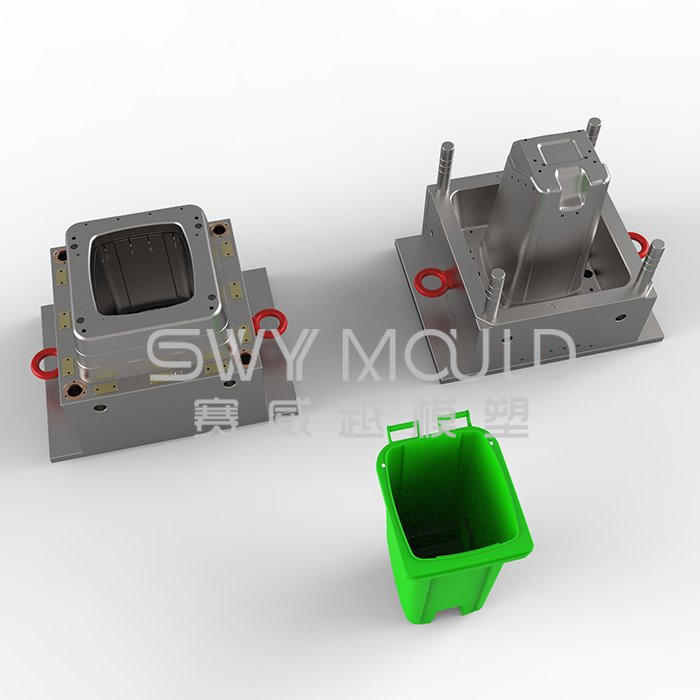
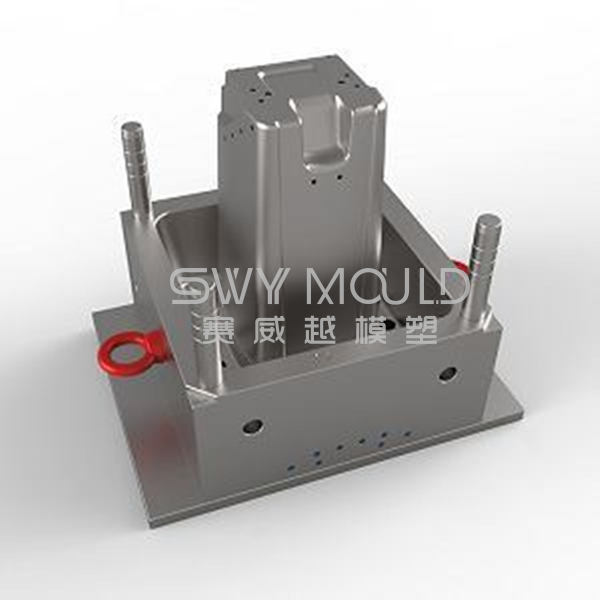
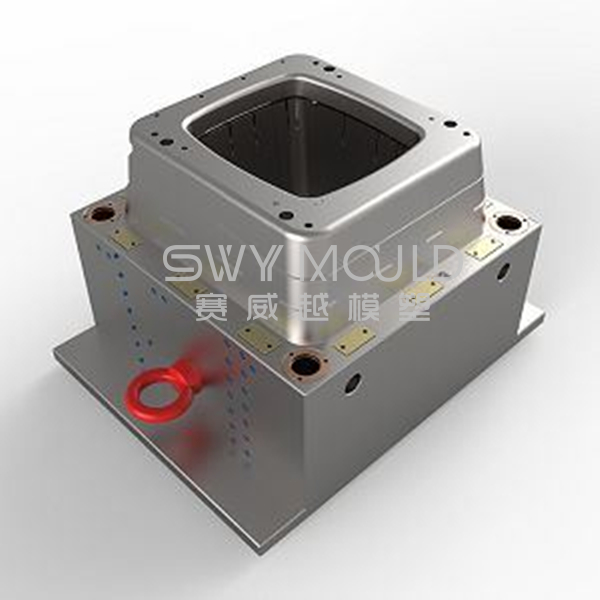
Sistema de canal caliente en molde de cubo de basura cuadrado exterior de plástico
El canal frío de un molde de inyección de plástico se refiere a la sección entre la entrada del molde y la puerta. El plástico fundido mantiene su fluidez dentro del corredor en virtud de la presión de inyección y su propio calor. Sin embargo, como parte del material de moldeo, la corredera no es un producto. Como resultado, al diseñar un molde, debemos considerar no solo los efectos de llenado, sino también el efecto de ahorro de material que se produce al acortar o reducir el tamaño del canal; pero en realidad, no es fácil para nosotros tener lo mejor de ambos mundos, por eso necesitamos un molde de canal caliente.
También conocido como sistema sin canal, el canal caliente es un sistema en el que el plástico fundido no se solidifica después de cada inyección, por lo que al soltar la parte plástica, no es necesario soltar la compuerta dentro del corredor. Dado que el plástico dentro del corredor no está solidificado, el corredor aún permanece desbloqueado cuando se realiza la siguiente inyección.
Las ventajas de utilizar un sistema de canal caliente
¿Por qué se ha desarrollado el sistema de canal caliente? ¿Qué beneficios nos puede aportar el sistema de canal caliente?
Los ingenieros familiarizados con el proceso de moldeo por inyección de plástico saben que el moldeo por inyección tradicional siempre está asociado con las siguientes desventajas:
1. Difícil de llenar
2. Piezas de gran tamaño de paredes delgadas fáciles de deformar
3. Desperdicio de material en el corredor
4. Calidad inconsistente de la pieza de plástico cuando se usa un molde de múltiples cavidades, etc.
La aparición del sistema de canal caliente ha proporcionado una solución casi perfecta para estos problemas.
En términos generales, el sistema de canal caliente ofrece los siguientes beneficios:
1. Tiempo de ciclo más corto
Como no está limitado por el tiempo de enfriamiento del canal, la pieza de plástico se puede expulsar de manera oportuna después de ser moldeada y solidificada. Para la producción de piezas pequeñas de paredes delgadas, el ciclo de moldeo se puede mantener en 5 segundos.
2. Ahorro de material
En un molde de canal caliente completo, no se producirá desperdicio de material gracias a la ausencia de canal frío. Esto es de mayor importancia para los proyectos de aplicación de los materiales plásticos más costosos. De hecho, los principales fabricantes mundiales de canales calientes habían sido testigos de un gran avance durante los años en que el petróleo crudo y las materias primas plásticas del mundo eran caros. Esto se debe a que la tecnología de canal caliente es una forma eficaz de reducir los materiales de desecho y, por lo tanto, reducir los costos de las materias primas.
3. Reducir los productos defectuosos y mejorar la calidad del producto
La temperatura del plástico fundido dentro del sistema de canal se puede controlar con precisión durante el proceso de moldeo por inyección del canal caliente, de modo que el plástico pueda fluir en cada cavidad de una manera más consistente, garantizando así productos de calidad constante. La compuerta del canal caliente es de mayor calidad, por lo que después del desmoldeo, la pieza producida tendrá una tensión interna más pequeña, lo que provocará una deformación de la pieza más pequeña. Por lo tanto, muchos productos de alta calidad en el mercado se producen con el molde de canal caliente.
4. Eliminando los siguientes pasos, útiles para la automatización de la producción.
Después de ser moldeada con un molde de canal caliente, la pieza será el producto final, por lo que no habrá pasos de seguimiento como recorte de puertas, reciclaje y enfriamiento de canales, por lo que es útil para la automatización de la producción. Muchos fabricantes nacionales y extranjeros han combinado el sistema de canal caliente con la automatización para mejorar en gran medida la eficiencia de la producción.
Pasos de prueba de molde de cubo de basura cuadrado al aire libre de plástico
1. Antes de la prueba del molde, seque primero las materias primas. Todos los materiales deben secarse excepto PE / PP. Es una práctica estándar realizar la prueba con nuevos materiales.
2. Monte el molde en el orificio central y manténgalo alineado. Es suficiente establecer la fuerza de sujeción a 1/3 de la capacidad nominal (toneladas). Durante el proceso de inyección, si se producen fresas debido a alguna razón en lugar de a una presión de inyección demasiado alta, la fuerza de sujeción puede aumentarse gradualmente hasta que las fresas desaparezcan, y esta práctica puede mejorar la vida útil del molde.
3. La velocidad, la presión y la posición de apertura del molde deben ajustarse adecuadamente y, en particular, la protección de baja presión debe estar bien ajustada, porque es un molde nuevo, del cual se desconoce el producto moldeado. Si un molde está equipado con correderas, la velocidad de apertura no puede ser demasiado rápida. Para un molde de extracción de núcleos, lo primero que debe hacer es probarlo manualmente para ver si funciona bien. De lo contrario, el molde se dañará en caso de error.
4. Limpiar el cañón con PP o PMMA, que se utilizan para viscosidad y fricción respectivamente. La temperatura del material debe mantenerse entre 220 - 240 ℃. Haga el viaje lo más corto posible y aplique un poco de contrapresión para limpiar con una inyección rápida. Aplique un poco de detergente en proporciones razonables si no es fácil de limpiar.
5. Ajuste de condición / volumen de inyección de material / presión y velocidad / tiempo / cantidad / posición, etc. La presión de inyección / velocidad de inyección / cantidad se ajustan de menor a mayor según las condiciones del producto. El tiempo de enfriamiento / tiempo de inyección debe acortarse gradualmente a medida que el producto va tomando forma, para evitar que se pegue y se sobrellene.
6. Se debe aplicar presión de empaque, principalmente con material de empaque de 5 - 10 mm.
7. Para moldes con sistema de sujeción hidráulico recto, es necesario comprobar si la fuerza de sujeción es suficiente; para el tipo toggle, es necesario comprobar si la cruceta está enderezada, para evitar que el molde sea empujado hacia atrás durante el proceso de inyección, evitando así daños en el molde provocados por fugas de fresas grandes.
8. Dado que se desconocen las condiciones de moldeo, se necesitan agentes de desmoldeo para las primeras series. Si el producto se libera suavemente sin marcas de expulsión, no será necesario un agente de liberación.
9. Cada parámetro debe ajustarse gradualmente de acuerdo con el producto moldeado. El efecto del cambio de presión / velocidad se mostrará en 2 corridas; El efecto del cambio de temperatura del material / molde se mostrará en al menos 5 minutos.
10. Los productos moldeados de prueba deben almacenarse en diferentes bolsas, anotando los defectos y sugerencias de mejora. Es mejor trabajar en colaboración con el fabricante de moldes de inyección de plástico.
11. Preste atención al aumento de temperatura del molde. Durante múltiples ejecuciones del molde, la temperatura del molde debe controlarse a través del refrigerante o la temperatura del aceite / temperatura del agua / tubo de calentamiento eléctrico; seleccione diferentes controles de temperatura del molde para diferentes materiales, como molde caliente (60 ℃ y superior): nailon / PBT / POM / PPS / PET / PMMA / PC / NORYL y molde en frío (60 ℃ y menos): PE / PP / PS / AS / ABS / PVC / PU.
12. El soplado de aire se puede utilizar para determinar cómo circula el agua dentro del molde. Con respecto a la instalación de la tubería de agua, la tubería de entrada debe instalarse en el extremo inferior; y el tubo de retorno, el extremo superior.
13. La máquina solo se puede detener después de que las materias primas en el barril estén completamente inyectadas. Luego, retire la tubería de agua y sople aire en el molde para expulsar el agua. Aplique un agente antioxidante en el interior del molde y limpie las bagatelas del material al mismo tiempo.
Instrucciones de camino de molde de cubo de basura cuadrado de plástico para exteriores
1. La contrapresión debe ajustarse de acuerdo con las condiciones del producto, generalmente entre 2 y 5 kg / cm2, para lograr una alimentación uniforme del material. Como condición previa, retroceder no debe permitir la entrada de aire.
2. Al derretir plástico, la velocidad de rotación puede ser más rápida para baja viscosidad y debería ser más lenta para alta viscosidad.
3. La configuración de un ciclo debe garantizar que el material se pueda derretir por completo para la siguiente ronda de inyección. Si no se puede lograr este propósito, la temperatura del material / contrapresión / tiempo de enfriamiento y el cambio por una máquina más grande estarán entre las consideraciones importantes.
4. Si la materia prima para la prueba del molde es PVC / POM / PBT, deben limpiarse con PP o PE después de la prueba.
5. Mantenga registros de las condiciones de moldeo y de varios productos moldeados después de la prueba, que se utilizarán como referencia para la próxima ejecución de prueba, ahorrando tiempo y materiales para la empresa de moldes de inyección de plástico.
6. Para productos que tienen altos requisitos de precisión, se requiere otra medición al día siguiente, para confirmar la modificación del molde.
7. Tenemos que tener claro que hay anillos en mm de hilo (hilo fino), como 10mm, 12mm, 16mm y 20mm, etc., y anillos en pulgadas (hilo grueso), como 3/8 〞, 1 / 2 〞, 5/8〞 y 1 〞, etc. También hay tuberías de agua gruesas y delgadas (rosca de tubería), pero solo la aplicación de junta rápida permite ahorrar horas de trabajo.
Acerca de la empresa de fabricación de moldes para cubos de basura cuadrados de plástico para exteriores
SWY MOLD se estableció en 2015 con alrededor de 30 empleados. SWY está ubicada en la ciudad de Huangyan, conocida como "el país del moho". Nuestra empresa ocupa 1200 metros cuadrados y proporciona moldes y productos plásticos a muchas áreas en todo el mundo.
SWY MOLD cuenta con un estricto sistema de control de calidad y un equipo de trabajo de alta eficiencia; el taller está bien equipado con las últimas máquinas e instalaciones de producción de moldes de inyección, con la configuración de un perfecto sistema CAD / CAM / CAE NX-UG. Contamos con un sólido equipo técnico, un avanzado sistema de procesamiento de moldes, trabajadores profesionales.
Deseamos brindarle el mejor servicio a un costo mínimo.
Le damos la bienvenida para crear un futuro agradable con nosotros.