La materia prima de resina PP de calidad alimentaria.
Cuando se trata de encontrar y crear juguetes de plástico para niños, es vital comprender si el plástico se considera seguro para los alimentos o no, porque los niños tocarán el juguete y se lo llevarán a la boca, por lo que debe ser seguro. Una resina plástica apta para alimentos ha sido aprobada como apta para el contacto con alimentos por la Administración de Alimentos y Medicamentos (FDA). Estos plásticos se conocen como sustancias en contacto con alimentos (FCS).
El polipropileno es un plástico común. Es muy probable que su refrigerador y sus alacenas contengan algo hecho de polipropileno, ya que el plástico se usa comúnmente para productos comunes. También es el plástico del que están hechos los envases individuales, como los envases de yogur. Los plásticos PP han sido aprobados por la FDA como seguros para el contacto con alimentos. Son material inerte, lo que significa que no presentan riesgos para la salud de los consumidores. No interactúa con la comida en absoluto. El polipropileno reciclado fue aprobado como apto para alimentos por la FDA en 2013.
El polipropileno viene con un alto punto de fusión que lo convierte en una excelente opción para los juguetes. Si los padres necesitan un proceso de temperatura ultra alta antes de dejar que los niños jueguen, la seguridad del material es muy importante.
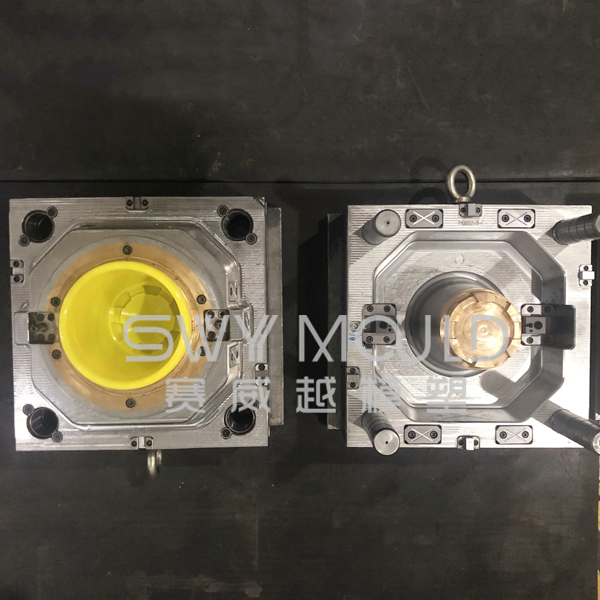
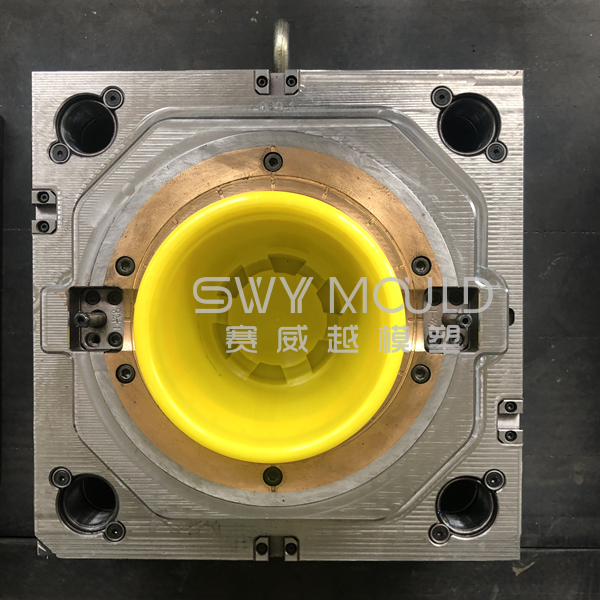
Este cubo de agua para bebés se inyecta con una máquina de alta velocidad, por lo que es importante reducir el tiempo del ciclo de moldeo por inyección.
¿Cómo reducir el tiempo del ciclo de moldeo por inyección?
El ciclo de moldeo por inyección afecta directamente la productividad laboral y la utilización del equipo. Por lo tanto, en la fabricación de moldes por inyección, el tiempo relevante en el ciclo de moldeo debe acortarse tanto como sea posible bajo la premisa de garantizar la calidad de las piezas de plástico. El tiempo de inyección y el tiempo de enfriamiento son de suma importancia durante todo el ciclo de moldeo y tienen una influencia decisiva en la calidad de las piezas moldeadas por inyección. El tiempo de alimentación en el tiempo de inyección es directamente inversamente proporcional a la velocidad de alimentación, y el tiempo de alimentación en el moldeo por inyección es generalmente de aproximadamente 3-5 segundos. El tiempo de retención en el tiempo de inyección es el tiempo de presión del plástico en la cavidad, que representa una gran proporción en todo el tiempo de inyección, generalmente alrededor de 20-120 segundos (las partes extra gruesas pueden ser tan altas como 5-10 minutos) y, por lo general, para un balde de pared delgada, el tiempo es de varios segundos.
Tiempo de inyección: el tiempo de inyección incluye el tiempo de alimentación y el tiempo de espera. El tiempo de alimentación se refiere al tiempo que el tornillo avanza rápidamente, empuja el material fundido plastificado al interior del molde y el tiempo necesario para llenar la cavidad es generalmente de 3 a 5 segundos. Para piezas de plástico con alta viscosidad de la masa fundida y una velocidad de enfriamiento rápida, se debe utilizar una inyección rápida para reducir el tiempo de alimentación de la masa fundida. El tiempo de mantenimiento se refiere al tiempo de residencia después de que el tornillo avanza e inyecta, es decir, el enfriamiento del material fundido en la cavidad y el tiempo de alimentación de la presión inyectada. Durante este período de tiempo de inyección, la proporción de tiempo es relativamente grande, generalmente alrededor de 20 a 120 s. La forma de la pieza de plástico es simple, la forma exterior es pequeña y el tiempo de retención es corto. Si la pieza de plástico grande y el grosor de la pared son grandes, el tiempo de retención es largo.
Tiempo de enfriamiento: el tiempo de enfriamiento se refiere al tiempo de enfriamiento y solidificación de la pieza de plástico después de que se llena la masa fundida. La duración del tiempo de enfriamiento está relacionada con el grosor de las piezas de plástico, las propiedades del material y la temperatura del molde. Generalmente, tomando como estándar la no deformación de las piezas plásticas durante el desmoldeo, y cuanto menor sea el tiempo, mejor. El tiempo de enfriamiento de las piezas de plástico está generalmente en el rango de 30 a 120 segundos.
Reducir el tiempo de ciclo del moldeo por inyección ayuda a reducir los costos de fabricación de piezas de plástico. Permite que la máquina de moldeo por inyección produzca más productos al mismo tiempo y con el mismo consumo de energía. Pero, ¿qué podemos hacer para reducir el tiempo del ciclo de moldeo por inyección?
1. Uso de máquinas de moldeo por inyección de alta velocidad
La máquina de moldeo por inyección tiene estos pasos de fundición de plástico, moldeo por inyección, apertura del molde, cierre del molde y expulsión. La función de la propia máquina de moldeo por inyección es una de las principales razones que afectan el tiempo del ciclo de moldeo por inyección. La máquina de moldeo por inyección de alta velocidad tiene muchas ventajas en términos de velocidad.
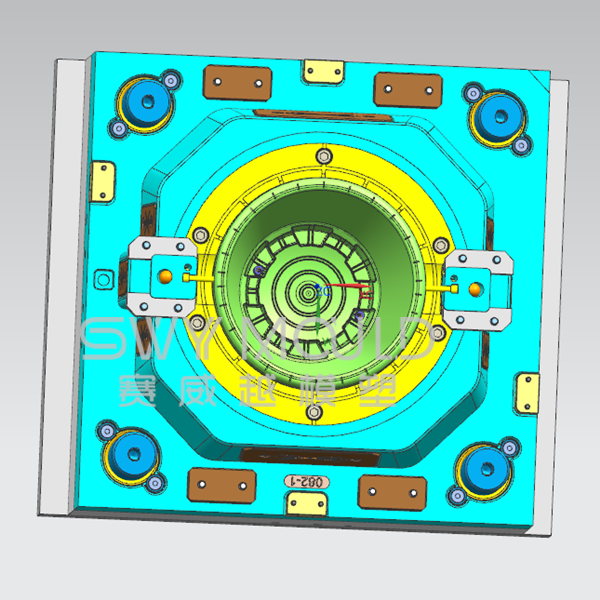
Asegúrese de que la estructura del molde sea simple y fácil de procesar, en otras palabras, reduzca al máximo la dificultad del diseño del molde. La mayoría de los moldes se pueden diseñar de diferentes formas y hay muchas formas de desmoldar. El diseño de molde simplificado puede reducir el tiempo de ciclo en el moldeo por inyección.
2. Usando un buen sistema de enfriamiento
Usa agua helada para enfriar el molde. Además de perder tiempo durante el moldeo por inyección, el enfriamiento también requiere mucho tiempo del ciclo de moldeo por inyección. Por lo tanto, el uso de agua de enfriamiento a baja temperatura y el paso rápido del agua de enfriamiento a través del sistema de enfriamiento ayuda a reducir el tiempo del ciclo en el moldeo por inyección.
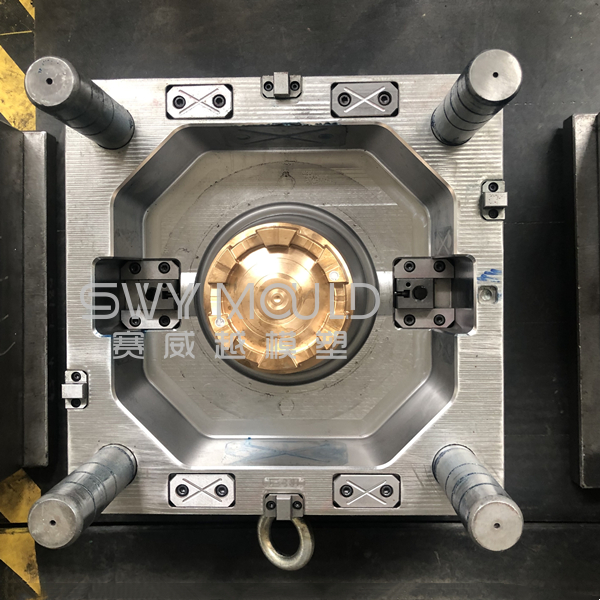
Sistema eyector de aire en molde de inyección de juguete de plástico del cubo de agua infantil
Se utiliza una válvula de asiento de aire para ayudar con la expulsión de la pieza moldeada. El principio de funcionamiento es simple pero efectivo. Se insufla una pequeña cantidad de gas en la cavidad del molde (o fuera del núcleo) en la ubicación deseada para ayudar a separar la pieza moldeada de la línea de partición del molde deseada. El flujo de aire está programado para coincidir con el ciclo de expulsión, y este flujo de aire abre la válvula para romper el vacío y facilitar la expulsión de la pieza.
La estructura del eyector de aire es obvia. Está compuesto por una carcasa exterior, un pasador expulsor, un resorte y un pasador cilíndrico. La estructura de todos los eyectores de aire es similar, solo tiene pequeñas diferencias en la especificación o estándar.
La válvula de asiento de aire es un componente esencial para el molde y su efecto es mejor que un pasador de expulsión normal en ciertas situaciones. Podría eliminar los problemas en el diseño y la fabricación de los pasadores de expulsión y resolver el mal funcionamiento de la expulsión. En general, es un gran avance para las industrias de fabricación y moldes.