Proceso de fabricación de moldes de inyección de sistema de nivelación de plástico de baldosas de cerámica
1. Revisión de nuevos productos
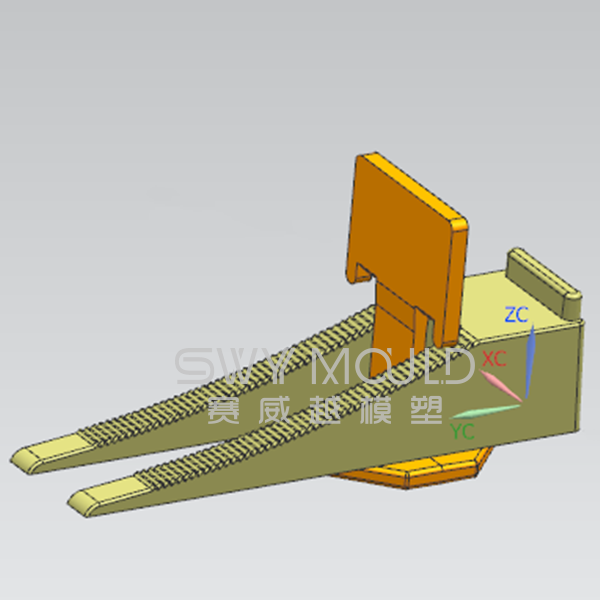
La primera fase es un diseño de la pieza que desea realizar. Necesitará un diseño 3D completo y una comprensión profunda de lo que está creando. Es clave que comencemos con una revisión del diseño del producto para asegurarnos de que es un proyecto que se adapta correctamente al moldeo por inyección de plástico. Además de brindarnos información vital para fines de cotización, la revisión del nuevo producto también nos dará la oportunidad de brindar comentarios importantes al diseñador sobre posibles ineficiencias o debilidades.
2. Cotización
Después de revisar el producto, podremos cotizar el costo de crear un molde y producir las piezas. Se emitirá una cotización para que la revise el diseñador.
3. Recibo de la orden de compra y revisión
Una vez que recibamos una orden de compra, ambas partes revisarán la orden de compra y el contrato antes de que se firme el acuerdo final. Es muy importante que ambas partes revisen en detalle la orden de compra y el acuerdo contractual.
4. Fabricación de moldes de inyección de plástico
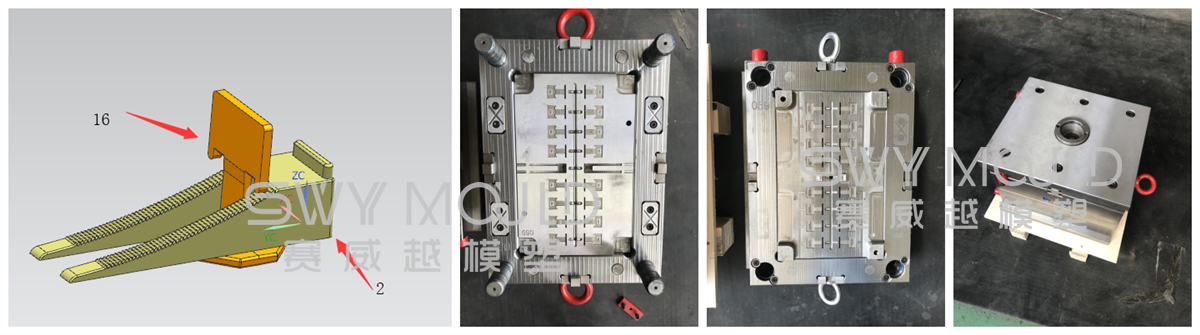
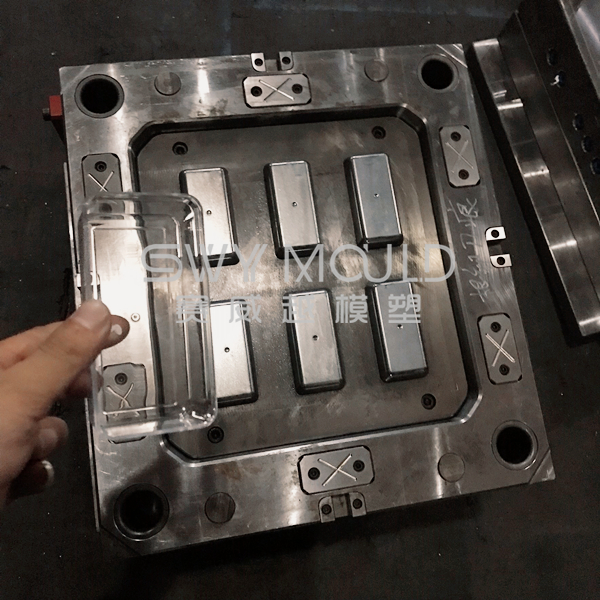
La cuarta fase es el diseño y creación del molde. Una vez que se construye el molde, debe pasar por un riguroso proceso de validación. Una vez que se completa, la pieza debe pasar un proceso de validación igualmente extenuante. Finalmente, desarrollaremos procedimientos de calidad para asegurar que se mantenga el nivel de excelencia. Cada parte tendrá sus propios procedimientos de calidad únicos diseñados para sus especificaciones.
5. Producción o envío
Finalmente, la producción puede comenzar a cumplir con la orden de compra. A partir de ese momento, SWY MOLD almacenará y mantendrá el molde.
Si tiene su propia máquina de moldeo por inyección de plástico, verificaremos todos los detalles sobre el molde y los documentos, luego lo empaquetaremos y le enviaremos el molde.
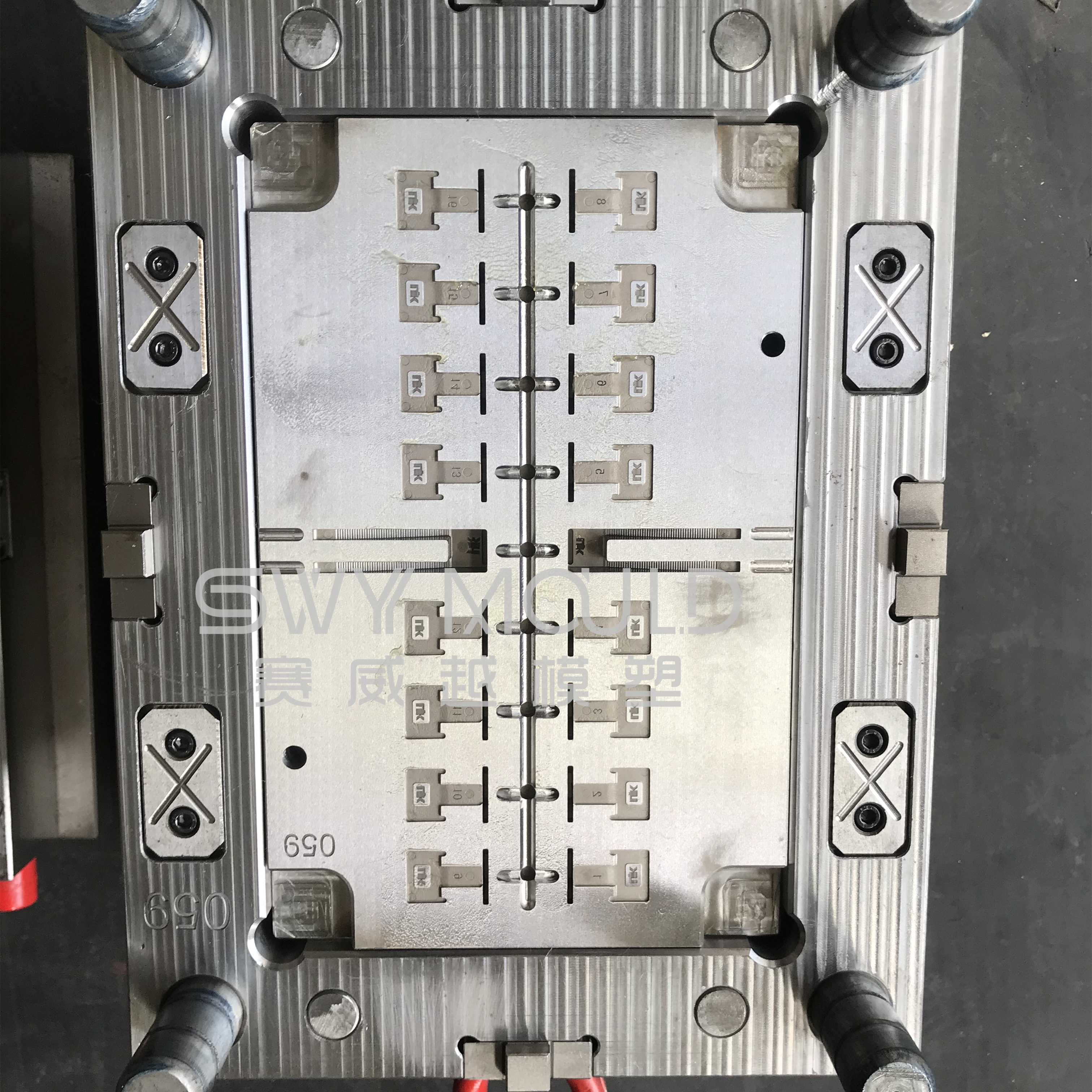
Funciones de resorte en molde de inyección
Como una de las piezas elásticas más utilizadas en moldes, los resortes se utilizan principalmente para descargar, presionar, empujar y expulsar material. Basado en diferentes capacidades de carga, los resortes están marcados con cinco colores diferentes para que sea más fácil distinguirlos y seleccionarlos.
Diámetros exteriores del resorte: Φ6, Φ8, Φ10, Φ12, Φ14, Φ16, Φ18, Φ20, Φ22, Φ25, Φ30, Φ35, Φ40 y Φ50, etc.
Sobre el diseño de los agujeros de resorte.
1. El diámetro de un orificio de resorte debe ser de 1 a 2 mm más grande que el de un resorte y debe esconderse de 20 a 30 mm de profundidad en la placa B.
2. Por lo general, un molde debe estar equipado con resortes RP, cuyo diámetro del orificio debe calcularse como: distancia de expulsión * 2 + 10 mm, mientras que la longitud del resorte es la profundidad del orificio del resorte + 10 mm.
3. Cuando se requiere una producción automática para el molde, a menudo es necesario montar resortes TR debajo del RP.
Requisitos de la instalación del resorte del molde
1. La precarga del resorte se establece entre 5 y 10 mm en el estado de acción previa.
2. La precarga del resorte se establece en más de 10 mm cuando se necesita el retorno por primera vez.
3. Cuando se diseña un molde con el mecanismo de elevación en ángulo sin reborde, no será necesario montar resortes debajo de RP para evitar que el elevador tire del producto hacia atrás.
4. La deflexión máxima del resorte no puede exceder el 40%. Los resortes de molde exportados a los EE. UU. No se pueden colocar en el pasador de retorno.
5. La cantidad de precarga suele ser el 10% de la longitud libre.
6. Por lo general, cuando se aplica el resorte de retorno del expulsor del molde, en lugar de la relación de precarga, se adopta la cantidad de precarga (a menudo entre 10 y 15 mm).
Mantenimiento del molde de inyección del sistema de nivelación de plástico de baldosas de cerámica
El mantenimiento adecuado de las herramientas es importante para ayudarnos a suministrar productos de calidad y reducir el tiempo de inactividad debido a posibles problemas relacionados con el molde. Al adelantarnos a los problemas antes de que se programe la ejecución del molde, evitamos demoras debido al tiempo de inactividad no programado de la prensa. Nuestro SWY también nos permite establecer objetivos durante largas series de producción. Al establecer estos objetivos, podemos saber cuándo sacar el molde para el mantenimiento programado antes de que suceda algo importante, como producir piezas fuera de las especificaciones o antes de que el molde se rompa hasta el punto de crear costosas reparaciones.
1. Limpiar y engrasar
El proceso de limpieza y engrasado es nuestra forma más baja. Esto no se hace en todos los moldes, sino que se completa en moldes que requieren una atención más frecuente, debido a la complejidad del material utilizado para producir una pieza. Algunas resinas crean más gases y se acumulan, lo que requiere que el molde se limpie con más frecuencia. Limpiamos la línea de partición del molde y aplicamos la lubricación adecuada a los componentes móviles. También verificamos daños y desgaste que pudieran afectar el funcionamiento del molde y la integridad de la pieza. Este sencillo mantenimiento se puede realizar mientras el molde está en la prensa. La frecuencia general oscila entre 5.000 y 50.000 ciclos.
2. Mantenimiento general
Dependiendo de la complejidad del molde, el mantenimiento general a mayor escala generalmente se realiza de acuerdo con el recuento de ciclos o el número de veces que se ha hecho funcionar el molde. Los moldes básicos de apertura y cierre sin acción compleja reciben un mantenimiento general entre 250.000 y 500.000 ciclos. Un molde con muchas partes móviles requiere una mirada más cercana, por lo que realizamos un mantenimiento general cada 100.000 ciclos.
Inspeccionamos el último disparo de piezas del molde en busca de daños o defectos. Si todo va bien, seguimos adelante y desmontamos el molde por completo. Las placas del molde se limpian e inspeccionan para detectar signos de desgaste, se revisan las profundidades de ventilación y se reemplazan las juntas tóricas. Se repara cualquier parte del molde que esté defectuosa o dañada. Si el molde está equipado con un canal caliente, lo revisamos para detectar signos de fugas e inspeccionamos el estado de los componentes. Luego, volvemos a ensamblar el molde, realizamos una revisión exhaustiva de los sistemas y lo preparamos para la producción o el almacenamiento.
3. Mantenimiento importante
Cada molde se somete a un importante mantenimiento preventivo, entre 500.000 y 1 millón de ciclos. Este proceso incluye todos los pasos realizados en el mantenimiento general y tiene una mirada mucho más profunda. Medimos las características de alineación del molde, las comparamos con su condición "nueva" de referencia y las reemplazamos según sea necesario. Todos los demás componentes se miden según las dimensiones de impresión originales y se vuelven a poner en su estado nuevo. Limpiamos cada paso de agua en el molde quitando todos los tapones de tubería, deflectores y accesorios de agua. Si el acabado de la cavidad del molde se degrada, lo restauramos. Cuando todo está dicho y hecho, reconstruimos el molde en mejores condiciones que las nuevas y lo ponemos de nuevo a trabajar.
Si tiene preguntas adicionales sobre el cuidado y mantenimiento de su molde, o sobre cualquiera de los otros servicios sobre moldes de inyección de plástico, comuníquese con nosotros a través de nuestro sitio web www.swymould.com o al +86157 5766 8880.