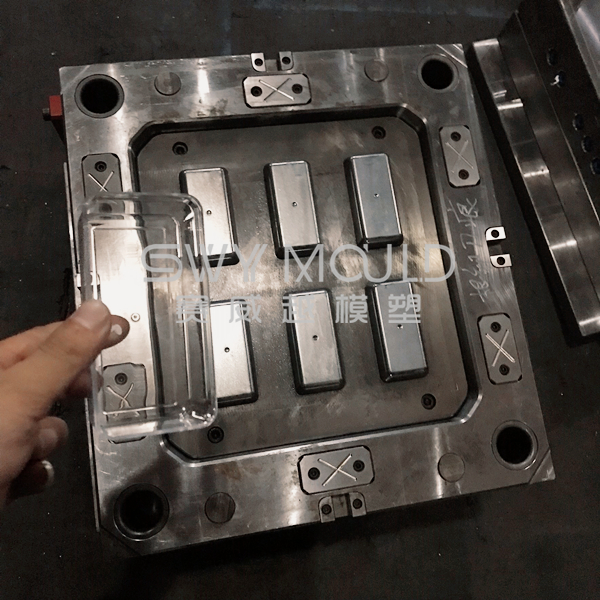
Requisitos del molde de caja de galletas de pared delgada
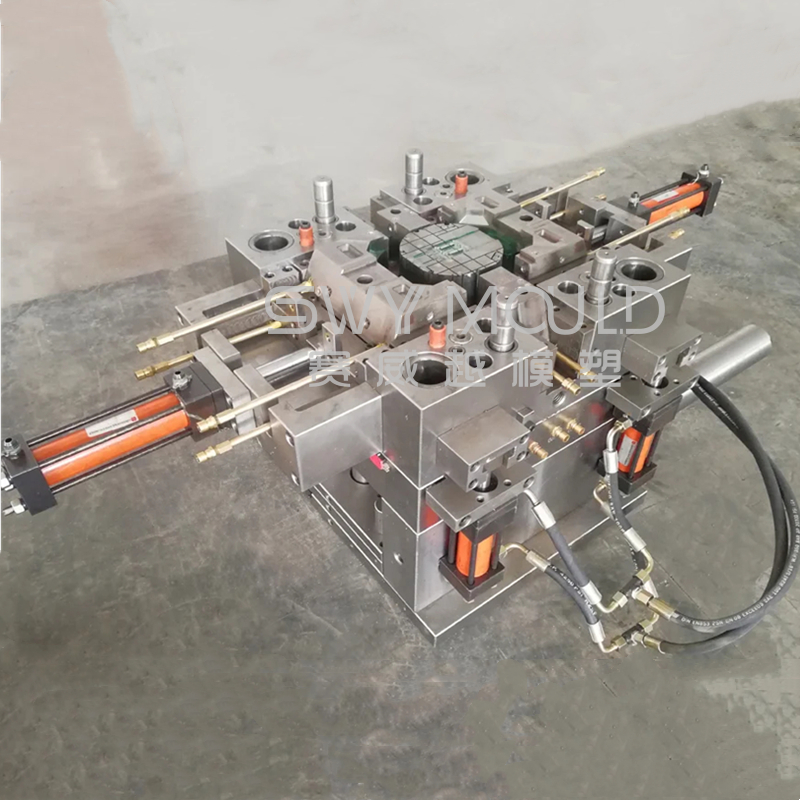
H13 es el acero básico para moldes de pared delgada, la materia prima generalmente debe ser transparente, requiere propiedades de pulido del acero. Para asegurar la vida útil del molde, los moldes de paredes delgadas son más gruesos y rígidos que los moldes normales. Con la inyección de alta presión de alta velocidad, para reducir la distorsión durante la producción de alta velocidad a largo plazo, hay un diseño de nervadura de refuerzo.
La inyección a alta velocidad requiere una ventilación adecuada y una mayor precisión en las herramientas, la dureza del acero debe ser HRC42 por encima. NAK-80 o 718H solo con HRC30 arriba, para lograr un moldeo por inyección de espesor de pared uniforme.
Los moldes de múltiples cavidades son más exigentes, con eyector y soplador, desmoldeando rápidamente el producto para una sujeción rápida del molde, para aumentar la productividad.
Para el molde de inyección de pared delgada, S136 con HRC43-45 es nuestra elección generalmente, H13 con HRC43-45 puede ser la segunda opción para una inversión económica.
Dificultades del moldeo por inyección de pared delgada
Debido a que el molde está frío cuando el material de moldeo por inyección de pared delgada fundido llena la cavidad del molde, la pared interna del molde forma una capa solidificada, variando el espesor de la pared del moldeo por inyección, reduciendo así la fluidez del plástico. Cuanto menor sea el grosor de la pared del producto plástico, más grave será esta situación. Cuando no se completa el llenado, el paso de circulación de la materia prima desaparece debido al engrosamiento de la capa sólida y el producto se desecha. Por lo tanto, los moldes de inyección de paredes delgadas generalmente deben combinarse con máquinas de moldeo por inyección de alta velocidad, y cuando la capa solidificada no es demasiado gruesa, se completa el moldeo por inyección. El aumento de la velocidad de inyección requiere un aumento de la fuerza de sujeción del molde de inyección, y también es necesario evitar que la alta tensión interna del producto deforme el producto después del desmoldeo.
En general, en el diseño de máquinas de moldeo por inyección, las máquinas de moldeo por inyección estándar deben cumplir con los requisitos del moldeo por inyección de pared delgada.
Selección de materia prima para molde de caja de galletas de plástico
Para producir productos con normalidad, recomendamos el uso de materiales plásticos de alto flujo como PP, PS / ABS, según los requisitos del producto.
Si tiene alguna duda, póngase en contacto con SWY MOLD, nos gustaría presentarle.