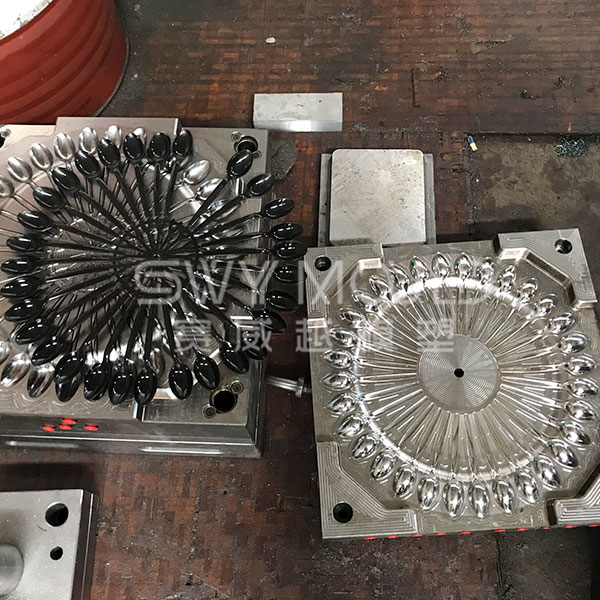
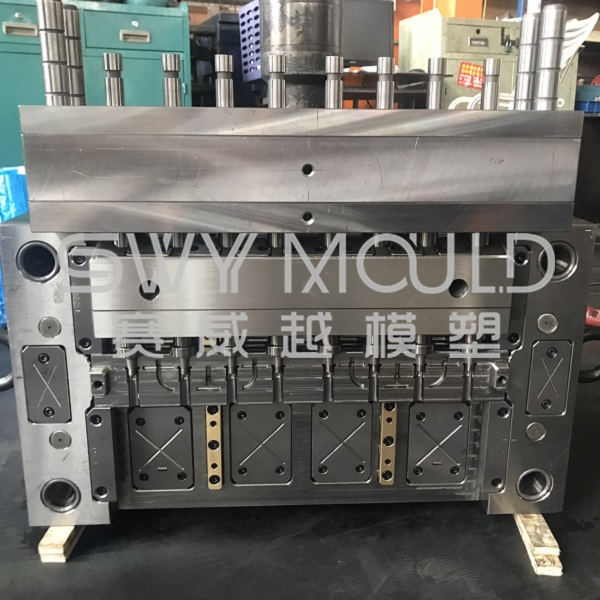
Visualización del molde de vajilla de plástico de pared delgada SWY
El tiempo de ciclo del molde de vajilla de plástico de pared delgada
En cuanto al tiempo del ciclo, un ciclo completo es: cierre del molde - inyección - enfriamiento (cargando al mismo tiempo) - molde abierto - expulsión - cierre del molde.
Normalmente, el ciclo de secado de la máquina (molde abierto-expulsión-molde cerrado) tarda unos 3 segundos, la inyección tarda unos 2 segundos. el tiempo de descanso es para enfriar, cuchara con 24 cavidades, alrededor de 8-10 segundos para enfriar es normal.
Entonces, en el tiempo de ciclo total, 13-15 segundos es el tiempo de ciclo normal.
Cómo acortar el tiempo de ciclo, no es un trabajo fácil, debemos prestar atención a los siguientes puntos:
1. Desde el molde, el diseño del sistema de enfriamiento es un punto clave, el enfriamiento máximo es lo que el diseñador del molde debe considerar.
2. al mismo tiempo, el tamaño de la puerta y el corredor también son importantes. el área de enfriamiento más difícil es el corredor y la puerta. el tamaño de la compuerta debe controlarse en un tamaño adecuado, para asegurar una fácil inyección pero que no demore mucho en enfriarse.
3. Además del moho, la condición de enfriamiento también es importante, el enfriador seguramente es necesario para el verano, en algunos países con altas temperaturas. Durante todo el año, se debe preparar una buena enfriadora.
4. Desde la máquina, el ciclo de secado de 3 segundos es normal, si desea obtener menos tiempo de ciclo, puede hablar con la fábrica de la máquina para ver si pueden reducir el ciclo de secado y el tiempo de inyección.
Lo anterior es algo de experiencia que SWY MOLD obtiene durante las pruebas de moldes, si tiene algún comentario o pregunta, bienvenido a discutir con nosotros. y también bienvenido a SWY, trabajemos juntos para encontrar una buena solución.
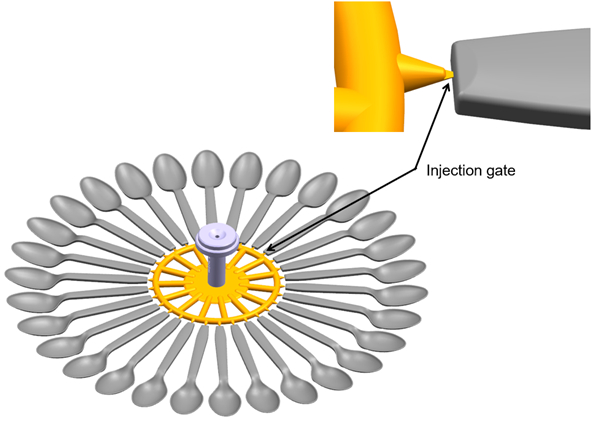
El diseño de la puerta del molde de vajilla de plástico de pared delgada
La ubicación de la puerta es de importancia con respecto a la forma en que el polímero fluye hacia la impresión del molde. Se deben tener en cuenta otros factores al elegir la ubicación de una puerta, que incluye:
1. consideraciones estéticas de la moldura
2. requisitos de degating de la moldura
3. complejidad del diseño de la moldura
4. requisito de temperatura del molde
5. naturaleza del polímero a procesar
6. volumen del polímero que se alimentará a través de la compuerta y la velocidad de alimentación
7. importancia y posiciones de las líneas de soldadura producidas
8. posibles ubicaciones y efectos del atrapamiento de gas creado como resultado del perfil de llenado
Después de considerar todos los puntos anteriores, debe ser evidente que la posición de la puerta debe determinarse relativamente temprano y antes de que comience la construcción del diseño. Si el componente de tenedores, cuchara y cuchillo se va a alimentar de manera convencional, es decir, canal no caliente, las opciones de ubicación de la puerta están aún más restringidas debido a las limitaciones del diseño del molde de dos placas. Existen restricciones debido a la necesidad de tener que compuerta en un solo plano alrededor de la línea de división del molde. Cuando se enfrenta a requisitos de compuerta fuera del alcance del diseño de dos placas, el diseñador del molde tiene la opción de seleccionar los formatos de diseño de molde de tres placas o sin canal para lograr la posición deseada de la compuerta.
El material utilizado para el molde de vajilla de plástico de pared delgada.
El molde para vajilla se usa ampliamente en el uso diario. Los moldes de cuchara son los más utilizados en vajillas desechables. Los requisitos también son relativamente altos. La superficie debe ser de alto brillo, la superficie de separación debe ser perfecta y no debe haber tapajuntas, y el efecto de la superficie debe ser bueno. Larga vida, el acero es una de las claves. En el proceso de fabricación de moldes para cubiertos, los aceros para moldes comúnmente usados son P20 / 718 / S136 / H13 / NAK80, etc. El acero para moldes 718 casi se ha convertido en el material de cavidad más comúnmente usado para moldes de plástico.
1. Acero para moldes de plástico preendurecido
718H: utilizado para piezas de moldes internos altamente pulidas y de alta demanda, adecuado para plásticos PA, POM, PS, PE, PP, ABS, endurecido y cocido a aproximadamente HB290 ~ 370
2. Acero para moldes de espejo resistente a la corrosión
S136: adecuado para moldes de espejo, alta resistencia a los ácidos después del enfriamiento, adecuado para plásticos de PVC, PP, EP, PC, PMMA, componentes de maquinaria de la industria alimentaria, recocido blando a aproximadamente HB 215 ~ 330 (se puede endurecer a aproximadamente HRC52), generalmente utilizado Para hacer moldes transparentes para cubiertos, la vida útil del molde puede alcanzar los 200 W.
3. Acero de molde de plástico de espejo de alta dureza y alto pulido
NAK80: alta dureza, excelente efecto espejo, buen mecanizado por descarga eléctrica, excelente rendimiento de soldadura, adecuado para moldes de electroerosión y pulido.
4. Acero para moldes de plástico de alta calidad preendurecido
DIN1.2738: acero con contenido de níquel, dureza uniforme, buen corte, utilizado para moldes de plástico de alta demanda, especialmente adecuado para operaciones de electroerosión, endurecido y cocido a HB 290 ~ 330
5. Acero para moldes de espejos preendurecido y resistente a la corrosión
DIN1.2316: acero inoxidable con alto contenido de cromo, preendurecido, excelente resistencia a la corrosión, buen pulido y corte, efecto espejo de fácil acceso. Apto para moldes para productos transparentes y espejados, después del endurecimiento y cocción según HB 265 ~ 310.