¿Por qué los moldes de pared delgada cuestan más que otros moldes?
El moldeo de pared delgada requiere máquinas de moldeo por inyección que tengan la capacidad de generar altas velocidades de inyección, altas presiones de inyección, que sean repetibles y lo suficientemente rígidas para ser confiables a largo plazo. Estas máquinas son caras.
De manera similar, el molde de inyección debe ser lo suficientemente fuerte para soportar altas presiones de cavidad, tonelajes de sujeción y tasas de producción.
Un molde mal diseñado se romperá muy rápidamente.
El diseño del sistema de enfriamiento del molde debe optimizarse para que el calor se extraiga rápidamente. Tener paredes delgadas en una pieza no es suficiente para obtener tiempos de ciclo rápidos.
Espere gastar sustancialmente más en máquinas y moldes en comparación con el moldeo de uso general. Simplemente tiene que gastar el dinero para obtener confiabilidad y calidad a largo plazo. Si escatima en precio, obtendrá problemas de calidad continuos y averías de la máquina.
Tienes lo que pagas.
El acero adecuado para moldes de pared delgada
Para moldes de pared delgada, especialmente bajo inyección de alta velocidad a alta presión, la dureza del acero debe ser superior a HRC42, por lo que se puede garantizar la vida útil del molde.
NAK-80 o 718H, solo con HRC30 arriba. No es necesario considerarlo. Incluso H13 es el acero básico para moldes de pared delgada.
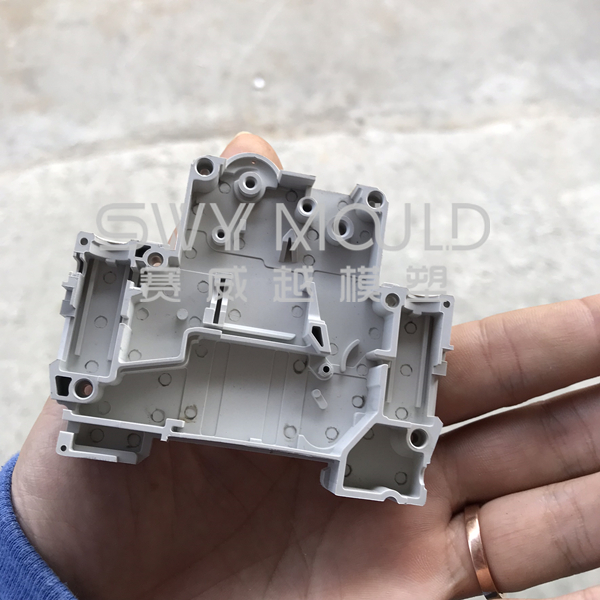
Además, la materia prima es PP transparente transparente, que requiere propiedades de pulido del acero.
Sobre todo, sugiera S136 con HRC43-45.
Si su presupuesto limita, entonces sugiere H13 con HRC43-45.
Puntos técnicos de moldes de pared delgada
1. sistema de refrigeración optimizado
2. sistema de ventilación de aire único
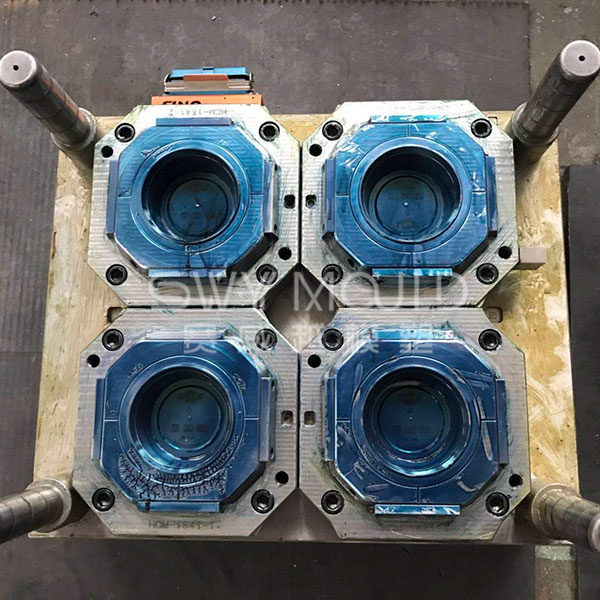
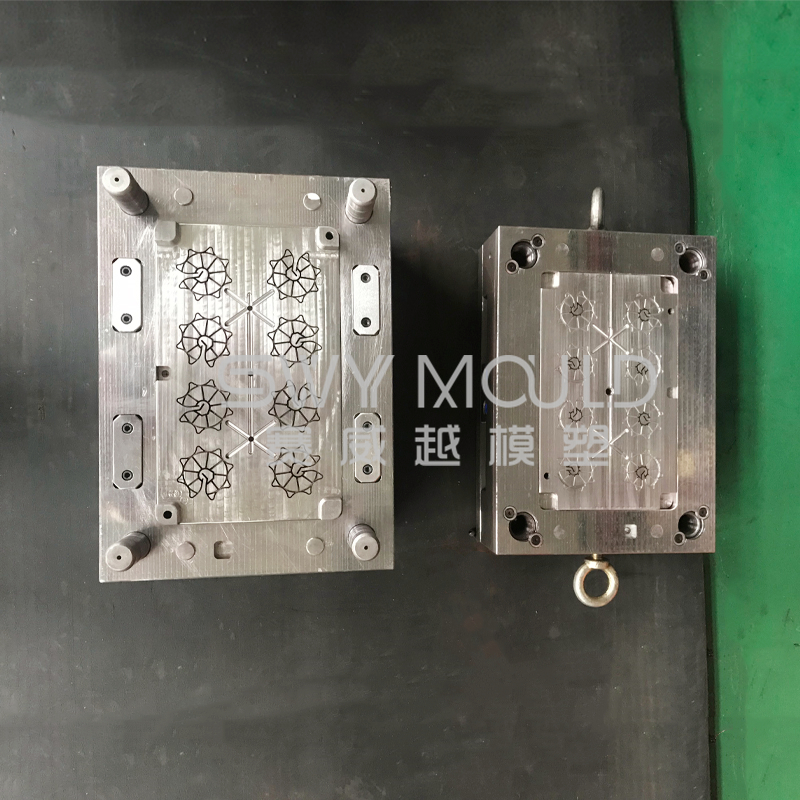
3.Diseño de núcleo / cavidad independiente, puede cambiar cada uno, incluso los moldes en la máquina de inyección
4. Selección correcta de acero para diferentes componentes para moldes de pared delgada.
5.El proceso de mecanizado de tres pasos para alcanzar una dimensión de alta precisión también evita la deformación del acero
6. inspección estricta de las dimensiones después de cada paso de mecanizado
7. estricta inspección de calidad antes del envío,
por ejemplo, prueba de agua a presión alta para asegurarse de que no haya fugas de agua,
Comprobación de las piezas móviles para asegurarse de que todas se muevan sin problemas,
más de 3 horas de producción en masa para asegurarse de que el molde funcione con un rendimiento estable
Ejemplo de parámetros de proceso para una pieza de pared delgada