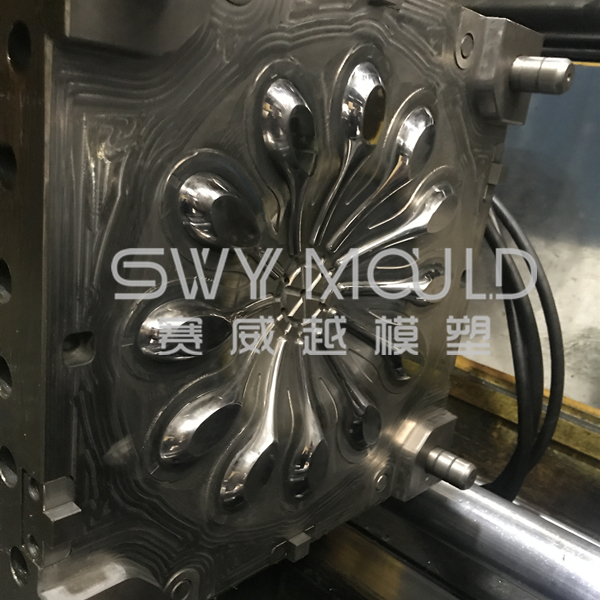
Para las altas exigencias de una cuchara de plástico, la necesidad de molde también es de alta velocidad. Para alcanzar un tiempo de ciclo más corto, un buen sistema de enfriamiento es muy importante.
El diseño del sistema de enfriamiento del molde de inyección es muy importante. El tiempo de enfriamiento es el círculo más largo en el proceso de moldeo por inyección, ocupa el 50 ~ 80% del círculo de moldeo. El plástico fundido tiene una temperatura alta, si no hacemos canales de enfriamiento, el círculo de moldeo es muy largo, es causa de defectos de moldeo como flexión, marcas de hundimiento, línea de soldadura, tiro corto ...
Método de enfriamiento del molde de cuchara de plástico
1. Enfriamiento por aire: Calor irradiado al aire, con este método, el molde se enfría lentamente.
2. Refrigeración por materiales refrigerantes.
Proceso de enfriamiento del molde de cuchara de plástico
La siguiente imagen explicará un sistema básico de canales de enfriamiento.

A: colector de recogida.
B: Moho.
C: colector de suministro.
D: Bomba.
E: canales de enfriamiento regulares.
F: Mangueras.
G: Deflector.
H: controlador de temperatura.
Puntos del sistema de enfriamiento del molde de cuchara de plástico
1. Cuando diseñamos un molde, necesitamos hacer un canal de enfriamiento cerca del mayor espesor de productos.
2. El diámetro del canal de enfriamiento generalmente es mayor de 8 mm, necesita igual a través del canal de enfriamiento.
3. Ajusta la temperatura del molde vertiendo una gran cantidad de agua que tenga una temperatura cercana a la temperatura requerida para el moldeado.
4. Aumente el número de canales de enfriamiento en lugar de aumentar el diámetro de un canal de enfriamiento.
5. Utilice material de molde que tenga una alta conductividad térmica para mejorar la eficacia del agua fría.
6. Asegúrese de que el inserto del núcleo, el núcleo deslizante,… se puedan enfriar. Si no puede hacer frío, necesitamos cambiar el diseño del molde.
7. Aumente el número del canal de enfriamiento en lugar de aumentar la longitud del canal de enfriamiento. Si el canal de enfriamiento es demasiado largo, Δt es mayor de 3 grados. Δt es diferente entre la temperatura de entrada y la de salida.