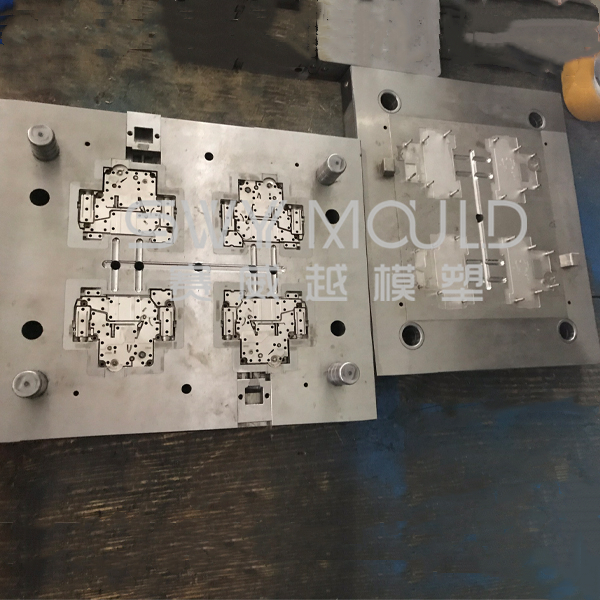
Si el molde de la cesta de plástico se separa en dos piezas principales o mitades, a cada lado de la línea de división del molde, entonces el molde se denomina molde de inyección de dos placas. El molde de 2 cavidades producirá dos cestas de plástico (durante cada disparo o ciclo, es un molde de dos impresiones. Cada cavidad se llena mediante un sistema de alimentación y este sistema de alimentación).
El bebedero suele ser un canal circular ahusado a través del cual fluye el material después de salir de la boquilla de la máquina de moldeo por inyección. En el caso de moldes de impresión múltiple, las cavidades se unen al bebedero mediante guías. Estos corredores son canales que se cortan en una o ambas mitades del molde y su función es llenar cada cavidad del molde de la manera más eficiente posible.
Entre el corredor y la cavidad, generalmente hay una restricción estrecha en el sistema de corredor y esta restricción (donde el material ingresa a la cavidad) se llama puerta. (Como el tamaño de la puerta es mucho más pequeño que el corredor, la moldura de la canasta de plástico se puede separar fácilmente del sistema de alimentación en este punto cuando se desee).
Durante el moldeo, el material plástico se fuerza a través del bebedero, hacia el sistema de canal y desde allí hacia la cavidad (o cavidades). La cesta de plástico se forma entre el núcleo opuesto y la cavidad, y el acabado de la superficie del componente viene dictado por el acabado de la superficie de estas dos partes del molde.
La mitad del molde que se mueve con la abrazadera se denomina mitad del molde móvil y, por lo general, se toman las medidas necesarias para asegurar que la moldura quede retenida en esta mitad del molde. Esto se debe a que el sistema de expulsión de la moldura está asociado con la mitad del molde móvil por razones de costo, conveniencia, etc. La moldura de la cesta de plástico está hecha para permanecer con la mitad del molde móvil utilizando lo que se conoce como un "extractor de bebederos". Debido a que este extractor de bebederos tiene una forma de reentrada, desaloja o tira del bebedero del casquillo del bebedero cuando se abre el molde. Al final, o durante, la carrera de apertura del molde de la cesta de plástico, el sistema de expulsión se activa y esto despeja las molduras y su sistema de canal asociado del molde. La depresión inmediatamente opuesta al bebedero, que contiene el pasador extractor del bebedero, también se conoce como "pozo de la bala fría", y su función es aceptar la primera parte del tiro, la parte del tiro que estaba ubicada en la punta. de la boquilla y que, por tanto, podría estar fría.
Para garantizar que la producción de cestas de plástico sea constante y uniforme, se controla la temperatura del molde de la cesta de plástico, p. haciendo circular agua a través de canales de refrigeración (en el caso de termoplásticos) o mediante resistencias eléctricas (en el caso de termoestables).