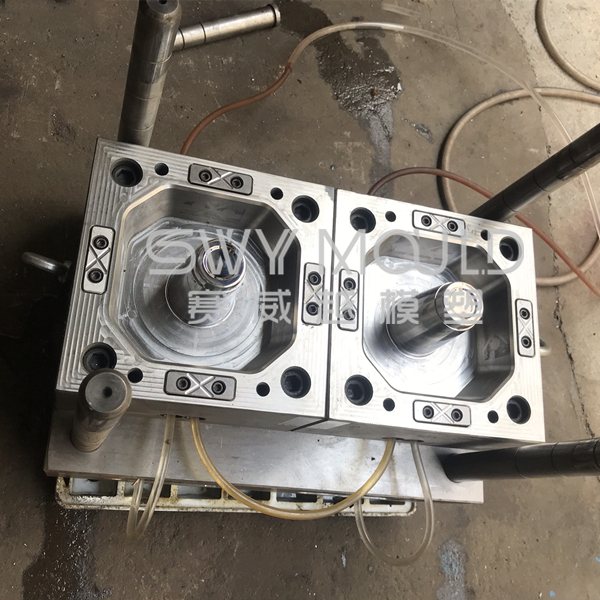
Puntos de diseño de molde de copa de plástico de pared delgada
Las piezas de plástico de paredes delgadas tienen un grosor de pared pequeño, pero deben cumplir con la resistencia al impacto, la calidad de apariencia y la estabilidad dimensional del producto, así como la tolerancia de dimensiones precisas, y pueden soportar grandes requisitos de carga estática. Por lo tanto, la rigidez, la resistencia al impacto y la capacidad de fabricación de las piezas de plástico deben considerarse en el proceso de diseño.
1. Dado que la cavidad del molde de inyección de plástico de paredes delgadas es muy estrecha y la resistencia al llenado por fusión es grande, las piezas de plástico deben diseñarse para evitar esquinas afiladas y reducir la perforación.
2. Los procesos de moldeo por inyección de pared delgada utilizan presiones más altas, lo que puede limitar la contracción localizada, lo que permite diseñar refuerzos más gruesos. Cuando el grosor de la pared es inferior a 1,00 mm, las nervaduras pueden ser tan gruesas como la pared. También se puede añadir un pequeño cordón en el borde exterior de la moldura interior o de las piezas de plástico.
3. Dado que la contracción de las piezas de plástico de paredes delgadas es pequeña, se debe aumentar el tiro de las nervaduras de refuerzo, protuberancias y bordes.
4. Dado que la rigidez a la flexión es inversamente proporcional al cubo del espesor de la pared, cuanto más delgada es la pieza, peor es la rigidez. La forma más sencilla de aumentar la rigidez de las piezas de plástico es utilizar refuerzos rellenos de fibra. La fijación de piezas de plástico se logra utilizando una conexión a presión, una conexión por tornillo, soldadura ultrasónica y piezas combinadas de moldeo por inyección de dos colores para conectar varias piezas con la misma firmeza que una sola pieza.
5. El último factor a considerar es la resistencia al impacto. La mayoría de las piezas de plástico de paredes delgadas tienen requisitos estrictos de resistencia al impacto porque el producto tendrá eventos incontrolables durante el uso. Hay dos formas de aumentar la resistencia al impacto:
* Transferir carga de choque. La carga se puede transferir a la estructura interna de la pieza de plástico. De esta forma no se requiere espacio extra y, por tanto, la forma no se deforma. Cabe señalar que se debe tener en cuenta la posibilidad de evitar los puntos de concentración de tensiones.
* El exterior está diseñado para absorber la mayor parte del impacto por deformación. Este diseño requiere más espacio para proteger las piezas internas de plástico de daños. Deben evitarse las concentraciones de tensión, como los huecos agudos en la estructura.
Selección de materia prima plástica
En la actualidad, las aplicaciones de moldeo por inyección de plástico de paredes delgadas más plástico: PP, ABS, mezcla de PC / ABS y PA6, etc. Los plásticos de PP tienen un MI de hasta 60 g / 10 min. Muchas piezas de plástico utilizan PC / ABS con la dureza de la PC y la fluidez del ABS, que a menudo se utilizan en piezas de plástico de paredes delgadas.
Selección de la máquina de moldeo por inyección de molde de copa de plástico de pared delgada
La experiencia nos dice que las máquinas de moldeo por inyección convencionales difícilmente pueden satisfacer el moldeo por inyección de pared delgada.
1. Las máquinas de moldeo por inyección de pared delgada generalmente requieren barriles más pequeños que las máquinas de moldeo por inyección convencionales. El volumen de inyección es preferiblemente del 35 al 75% del volumen de inyección máximo de la máquina de moldeo por inyección.
2. Las máquinas de moldeo por inyección deben usar microprocesadores de alta resolución para controlar. Durante todo el proceso de moldeo por inyección de pared delgada. La presión y la velocidad deben controlarse de forma independiente al mismo tiempo. La forma convencional de la máquina de moldeo por inyección es usar el control de velocidad durante la etapa de llenado y la etapa de control de presión para controlar la presión. De esta forma no se aplica.
3. La máquina de moldeo por inyección hidráulica para máquinas de moldeo por inyección de pared delgada está diseñada con un acumulador, que con frecuencia puede impulsar la inyección y la sujeción del molde. Para soportar la alta presión de la máquina de moldeo por inyección, la fuerza de la placa de bloqueo debe alcanzar 7.5-10.5 kg / mm². Además, cuando el grosor de la pared reduce la presión de inyección, la plantilla grande ayuda a reducir la flexión.
4. La velocidad es uno de los factores clave para la inyección exitosa de piezas de plástico de paredes delgadas. El llenado rápido y la alta presión pueden inyectar material termoplástico fundido en la cavidad del molde a alta velocidad para evitar que la compuerta se solidifique. Si una pieza de plástico estándar se llena en 2 segundos, entonces el grosor del molde se reduce en un 25%, luego el tiempo de llenado debe reducirse en un 50%, solo 1S.