Las piezas de plástico roscadas se ven comúnmente en la industria de las tuberías de plástico. Hay dos tipos de roscas en la tubería: externas e internas, también llamadas roscas macho y hembra. Los hilos externos con baja precisión a menudo son expulsados por un mecanismo de extracción de núcleo lateral. La rosca interna tiene dos estructuras: expulsión forzada y desatornillado automático.
Para este molde, la rosca es interna, por lo que debemos considerar el diseño de realizar expulsión forzada o desatornillado automático.
Tres condiciones que debe seguir la expulsión forzada
1. Pegamento blando, como PVC, PP y PE.
2. El perfil del diente es circular, no rectangular, trapezoidal o triangular.
3. La altura del perfil del diente es pequeña y debe cumplirse la siguiente fórmula: (rosca de diámetro grande-rosca de diámetro pequeño) / rosca de diámetro pequeño ≤ A. El tamaño de A depende del tipo de plástico. En términos generales, PP es 5%, PA es 9%, ABS es 8%, POM es 5%, LDPE es 21% y HDPE es 6%.
Sistema de expulsión y mecanismo de rosca
Esta es la estructura central más compleja. El mecanismo automático de extracción de hilo adopta la estructura de "motor de diez rodillos, cadena de diez piñones, núcleo de diez hilos". Es decir, el motor impulsa la cadena de rodillos y la cadena de rodillos impulsa la rueda dentada.
Durante la rotación del núcleo roscado, la nervadura de refuerzo en la superficie exterior juega un papel en detener la rotación. La pieza de plástico se moverá hacia arriba y lejos de la cavidad del modelo en movimiento en la dirección axial. Finalmente, la derivación en el sistema de compuerta es empujada por el pasador de expulsión. El bypass se conecta a la pieza de plástico a través de una compuerta y la pieza de plástico se saca del molde. El sistema de expulsión de este molde incluye un pasador de expulsión, una placa de fijación de expulsión, una placa de base de expulsión, una varilla de reinicio y un resorte de reinicio.
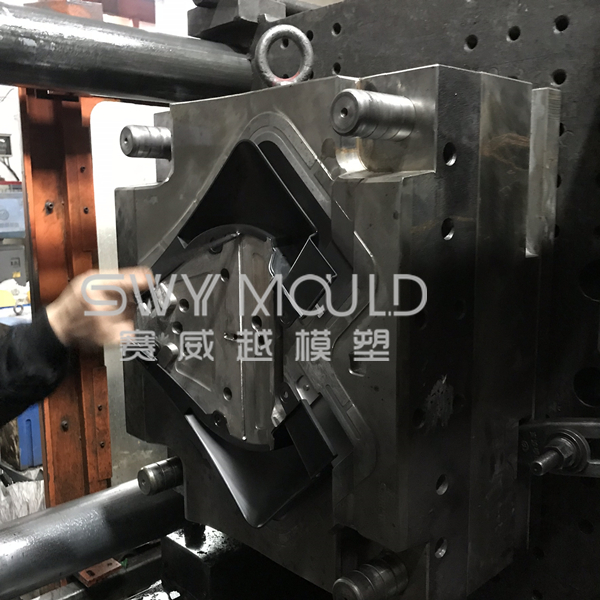
El diseño del mecanismo de extracción del núcleo lateral.
El mecanismo de extracción del núcleo lateral es el segundo mecanismo de núcleo más grande de este tipo de molde. Adopta la estructura de "deslizador Huff + bloque + pasador de ángulo + bloque de bloqueo + cordón de posicionamiento". El bloque de presión del control deslizante debe adoptar una estructura de mosaico, de lo contrario, no se puede ensamblar.
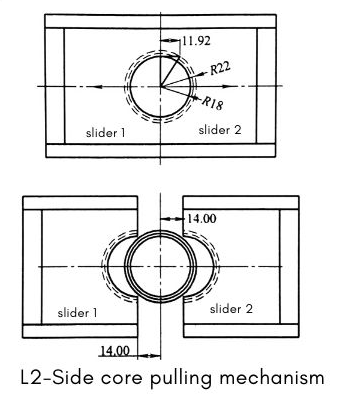
Debe asegurarse un recorrido suficiente del deslizador para facilitar el desmoldeo. Generalmente, la carrera del deslizador se agrega con un valor de seguridad de 1 a 5 mm basado en la profundidad lateral cóncavo-convexa. El pasador de ángulo y las palancas de giro tienen valores de seguridad más pequeños. Otros tipos tienen un valor de seguridad mayor. Sin embargo, cuando este molde utiliza un molde Huff (también conocido como molde de sujeción de solapas) para formar piezas de plástico como patrones externos o bobinas, el recorrido lateral del deslizador no puede depender simplemente de la profundidad del corte, sino también de la radio del lado. En este caso, el trazo lateral S del control deslizante se puede obtener mediante el método de dibujo que se muestra a continuación:
El diseño del sistema de control de temperatura.
El sistema de control de temperatura del molde afecta directamente la productividad laboral del molde y la calidad de moldeo de las piezas de plástico. Bajo la premisa de no afectar el llenado de la masa fundida, trate de lograr un enfriamiento rápido y un enfriamiento equilibrado en la medida de lo posible. El lado del molde en movimiento del molde se enfría principalmente mediante tuberías de agua de refrigeración de paso recto. El lado del molde fijo se enfría principalmente en forma de "pozo de agua + tubería de agua".