Estos tipos de anclajes son los más comunes, y cuando piensa en anclajes para paneles de yeso, probablemente piense en ellos. Son pequeños anclajes de plástico que son bastante básicos y los verá incluidos en la mayoría de los kits de estantes que puede comprar en la tienda.
Se les llama anclajes de expansión porque cuando inserta el tornillo, se expanden y empujan contra el panel de yeso para morderlo. No son el mejor tipo para usar, ya que no pueden soportar una gran cantidad de peso (tal vez de 10 a 20 libras como máximo), pero son ideales para marcos de fotos más pesados y estantes pequeños. Los anclajes a veces enumeran la fuerza máxima de sujeción en el empaque, pero si no es así, es mejor ir a lo seguro e ir con un ancla más fuerte (como los que se analizan a continuación) si no está seguro.
1. ¿Cómo instalar el tapón de expansión de plástico?
* En cualquier caso, para usar un anclaje de expansión, comience perforando un agujero en el panel de yeso que tenga aproximadamente el mismo diámetro que el ancla.
* Después de eso, martille suavemente el ancla en la pared. Aquí es donde encontrará que el agujero que ha perforado es demasiado grande o demasiado pequeño. Quieres que el ancla entre sin problemas con un poco de resistencia, pero no quieres pelear con él para que entre.
* Martille el ancla hasta que esté al ras con la pared.
* A continuación, tome su tornillo y comience a clavarlo en el ancla. Asegúrese de colocar su estante (o lo que sea que esté montando) donde lo desee y luego coloque el tornillo. Sin embargo, si solo está colgando un espejo o un marco de imagen, puede colocar el tornillo solo y colgar el espejo después. Deje de conducir cuando el tornillo esté ajustado.
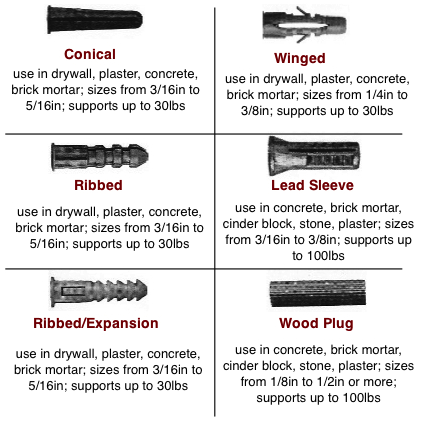
2. Diferentes tipos de anclajes de plástico
Estos anclajes vienen en tres tipos básicos: manga, palanca y expansión. Utilice uno que soporte de forma segura el peso del objeto que se va a suspender.
Un molde de una o varias cavidades, ¿cuál es el mejor para su proyecto?
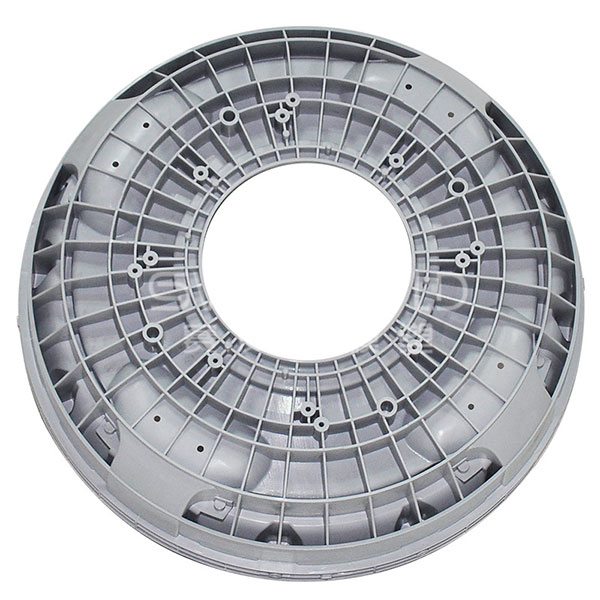
Al fabricar productos de plástico mediante moldeo por inyección, puede utilizar un molde de una o varias cavidades. ¿Cuál es la diferencia entre los dos y cómo puede elegir el mejor para su proyecto de moldeo por inyección? SWY MOLD explicará todo esto y más a continuación.
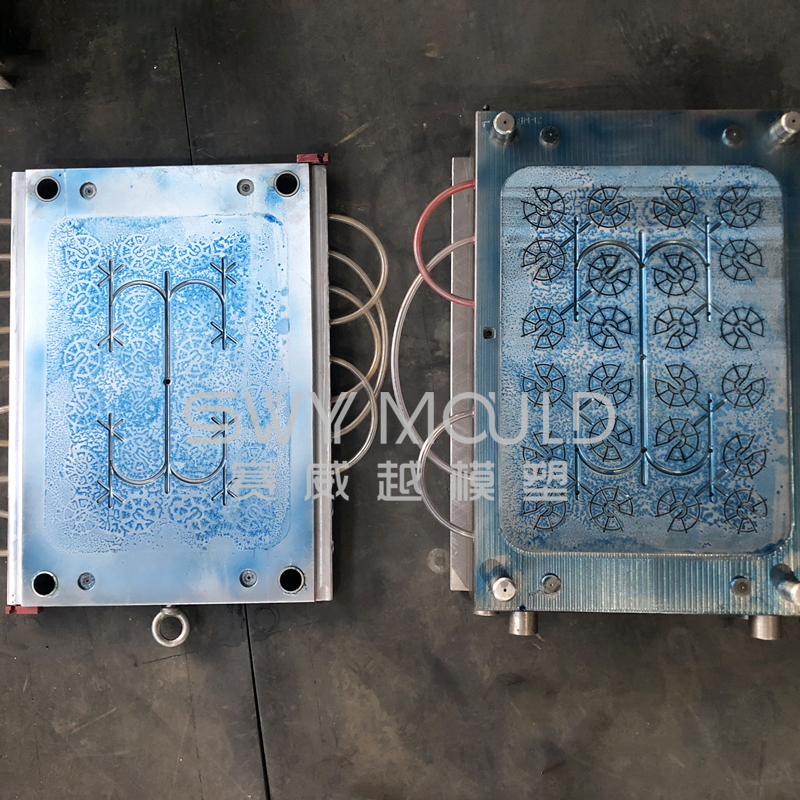
1. La diferencia entre moldes de una sola cavidad y de múltiples cavidades
Un molde de una sola cavidad produce un solo producto por ciclo, mientras que un molde de múltiples cavidades produce más de un producto por ciclo.
2. ¿Qué es la cavidad en el moldeado?
La secuencia de eventos durante el molde de inyección de una pieza de plástico se denomina ciclo de moldeo por inyección. El ciclo comienza cuando se cierra el molde, seguido de la inyección del polímero en la cavidad del molde. Una vez que se llena la cavidad, se mantiene una presión de retención para compensar la contracción del material.
3. Duración del ciclo
El hecho de que necesite un molde de una o varias cavidades depende de la cantidad de productos que desee producir dentro de un cierto período de tiempo y la ventaja de costos. Si su producto tiene un tiempo de ciclo de un minuto, nunca podrá producir un millón de productos al año con un molde de una sola cavidad por moldeo por inyección. Después de todo, solo hay 525.600 minutos en un año. Además de eso, lleva tiempo configurar de manera óptima el proceso de moldeo por inyección. También calculamos el tiempo para realizar el mantenimiento preventivo del molde. Si su objetivo es producir un millón de productos al año, necesitará un molde de múltiples cavidades, p. Ej. un molde de cuatro u ocho cavidades. Los expertos de SWY pueden ayudarlo a tomar la decisión correcta.
4. Ventajas de un molde de múltiples cavidades
* La cantidad deseada de productos se terminará antes debido al menor tiempo de entrega por lote
* Puede producir más productos con el mismo molde dentro de la garantía de disparo.
* Un molde de cuatro cavidades tiene, en la mayoría de los casos, un costo total de propiedad (TCO) más bajo que cuatro moldes de una sola cavidad
* Uso más eficiente del tiempo de ciclo.
* Beneficios a gran escala para procesos estables
* Precio de pieza más bajo
5. Contras de un molde de múltiples cavidades
* Un molde de múltiples cavidades requiere una inversión más sustancial que un molde de una sola cavidad
* Un plazo de entrega más largo para el fabricante de moldes
* Si hay algún problema con una de las cavidades, se tendrá que sacar todo el molde de la máquina, lo que significa que las otras cavidades tampoco se pueden utilizar.
* Cuando se utiliza un proceso automatizado para operar un molde con una gran cantidad de cavidades (treinta y dos o más), cada cavidad deberá ser absolutamente perfecta.
Óxido de moldes de inyección de plástico y su solución
Los moldes de inyección están hechos principalmente de acero para herramientas. Durante el trabajo, debe encontrarse con gases corrosivos, agua y otras sustancias que causan óxido. Las piezas de plástico fabricadas con moldes oxidados causarán problemas de calidad y deben descartarse.
1. Gases de la descomposición de la masa fundida
Algunas materias primas producen gases volátiles cuando se calientan. Muchas materias primas también generan gases volátiles cuando se sobrecalientan. Estos gases son corrosivos y se difunden alrededor de la máquina. Cuando el molde no está funcionando, causará corrosión en el molde.
Para ello, cuando la máquina deje de funcionar, utilice un paño suave para limpiar el molde y cerrar el molde. Si no se usa durante mucho tiempo, la cavidad del molde debe rociarse con un inhibidor de óxido. Al cerrar el molde, se debe cubrir con mantequilla y taponar con agua. boca.
2. Agua de enfriamiento en el molde
Varias vías fluviales de enfriamiento pasan en el molde para despertar y enfriar, por lo que hay más vapor de agua alrededor de la máquina. Si el molde se enfría hasta el punto de rocío, la humedad en el aire formará gotas de agua en la superficie del molde y es fácil de oxidar si no se limpia a tiempo.
Especialmente después de que el molde deja de funcionar, el condensado se generará rápidamente. Por lo tanto, no deje de moldear fácilmente, incluso si desea detenerse, cierre el agua de enfriamiento y seque el molde.
3. Carburo generado durante el moldeo
Después de que el molde ha estado en funcionamiento durante mucho tiempo, los carburos se precipitan y se descomponen en el material de moldeo, lo que a menudo hace que el molde se desgaste, se corroa o se oxide. En este sentido, si se encuentran carburos, deben limpiarse y limpiarse con un paño seco inmediatamente.
Para eliminar la posible oxidación en el canal de enfriamiento del molde y asegurar el buen enfriamiento, para algún molde de alta gama o requerido por el cliente, SWY utilizará acero inoxidable para la base del molde.