Muchos clientes nos enviaron muestras de bloques de construcción o diseños para cotizar, pero finalmente, el proyecto de moldes se canceló porque nuestro precio era más alto y compraron moldes de bloques de construcción de otro proveedor. Pero unos meses después, regresaron y nos dijeron por qué sus bloques de construcción no son consistentes, algunos están apretados, algunos están sueltos. SWY Mold le pidió a nuestro cliente que nos enviara el diseño del molde de otro proveedor, encontramos un problema fatal: el corredor no está equilibrado.
Técnicas para diseñar un sistema de corredera de molde de bloques de construcción de plástico
Diseñar corredores implica varios compromisos:
1. El sistema de corredera debe ser compacto para minimizar la cantidad de retrabajo.
2. Los canales deben entregar una masa fundida que haya retenido el calor máximo para empacar completamente la cavidad.
3. Al mismo tiempo, los canales deben enfriarse rápidamente después de administrar la masa fundida para ayudar a la expulsión.
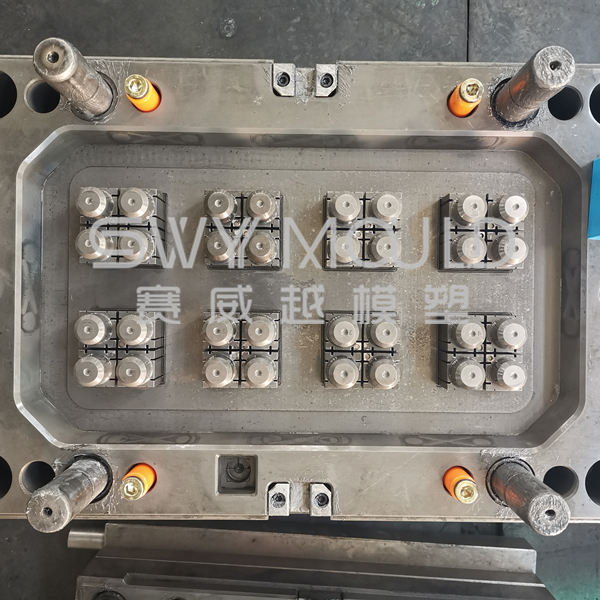
Si las distancias de flujo desde el bebedero hasta las distintas cavidades son iguales, el sistema de canal está equilibrado. Dado que los sistemas de canales equilibrados contribuyen a la uniformidad de fusión entre las cavidades, las tolerancias dimensionales son más fáciles de mantener. Los sistemas desequilibrados pueden provocar variaciones de cavidad a cavidad. (ver la imagen de abajo)
Ocasionalmente, equilibrar el sistema de corredores y minimizar el conflicto de longitud de los corredores. En la mayoría de los casos, es mejor aceptar la reelaboración adicional y utilizar un sistema más equilibrado. El aumento de la presión de inyección puede ser una desventaja en los sistemas equilibrados con sus corredores más largos y más giros.
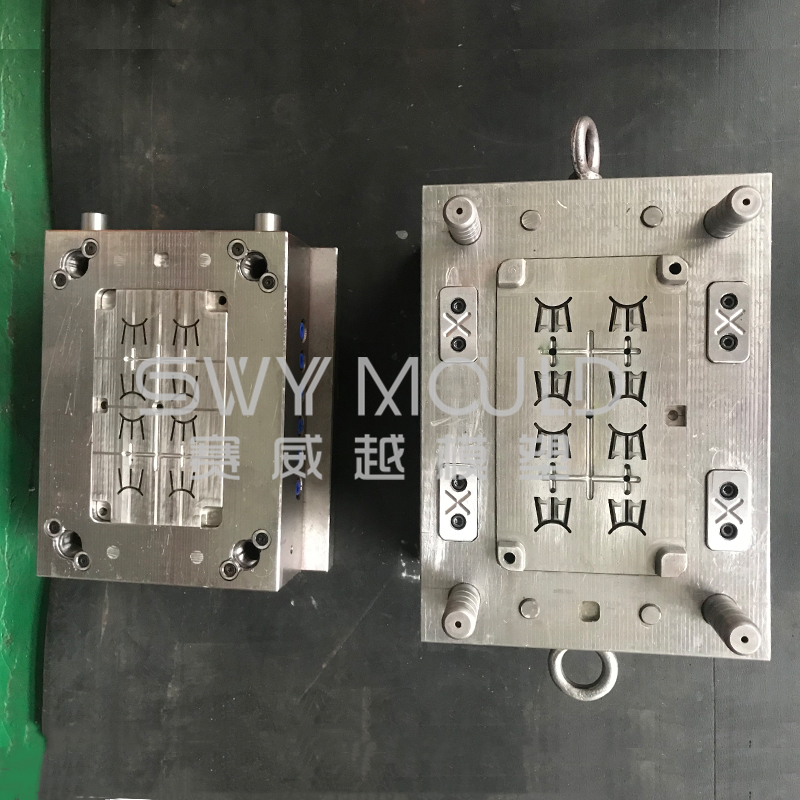
La presión se puede reducir aumentando el tamaño de los canales, convirtiendo así una penalización de presión en una penalización de triturado. En el patrón "H", la barra transversal "H" es el canal principal alimentado por el bebedero. Debe tener un diámetro de 1,6 mm (0,0625 ″) más grande que el corredor que alimenta. Estos corredores, a su vez, deben ser 1,6 mm (0,0625 ″) más grandes que los corredores de rama que alimentan las puertas.
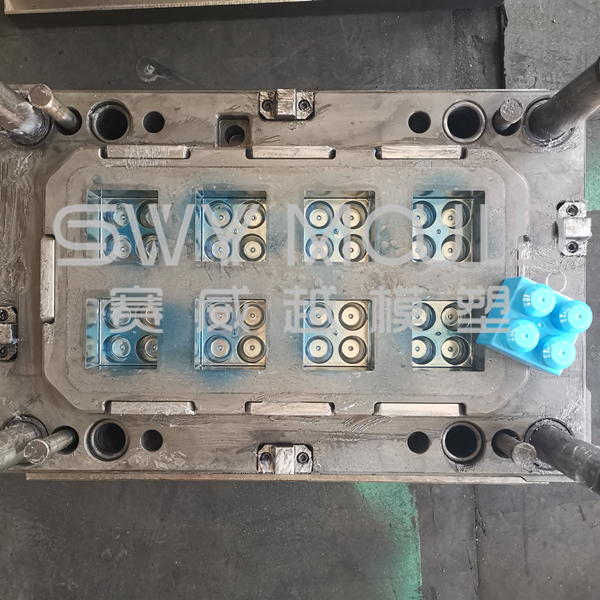
Cuando sea posible, se prefieren los corredores de ronda completa. Proporcionan un área de superficie mínima por unidad de volumen y, por lo tanto, tienen caídas de presión mínimas y pérdidas de calor reducidas. Para la mayoría de las piezas, el corredor de la rama debe ser al menos tan grueso como la sección más pesada de la pieza, no menos de 2,3 mm (0,090 ") y no necesita tener más de 9,5 mm (0,375"). (ver la imagen de abajo)
Los patines trapezoidales son aceptables si la relación de profundidad a ancho es de aproximadamente 2: 3, por ejemplo, 4,8 mm de profundidad por 6,3 mm de ancho (0,188 ″ de profundidad por 0:25 ″ de ancho). Las guías trapezoidales se utilizan a menudo en moldes de tres placas.