Sobre la elección y características de las muestras originales de plástico.
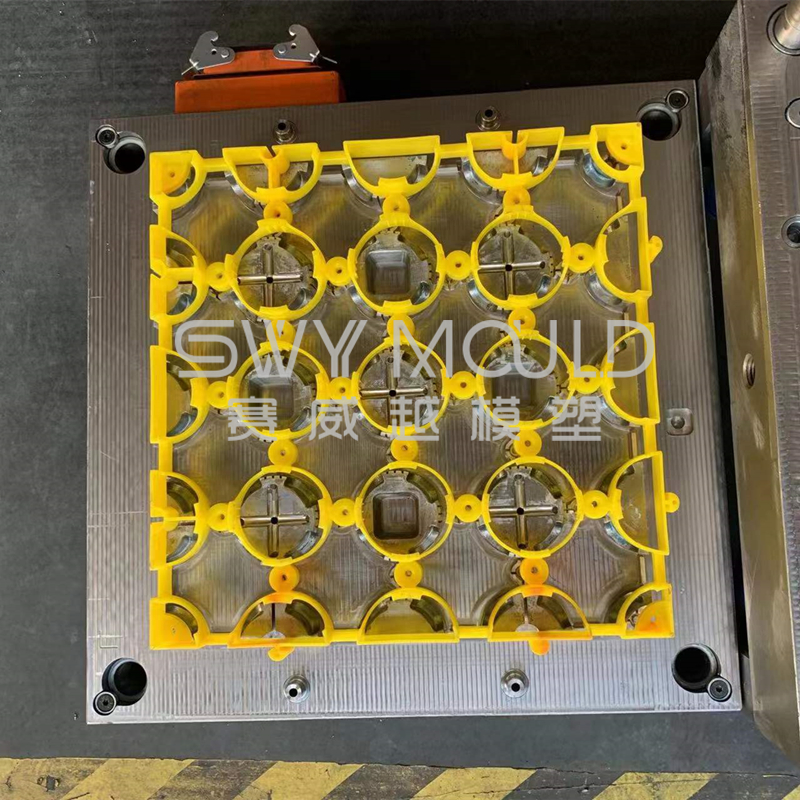
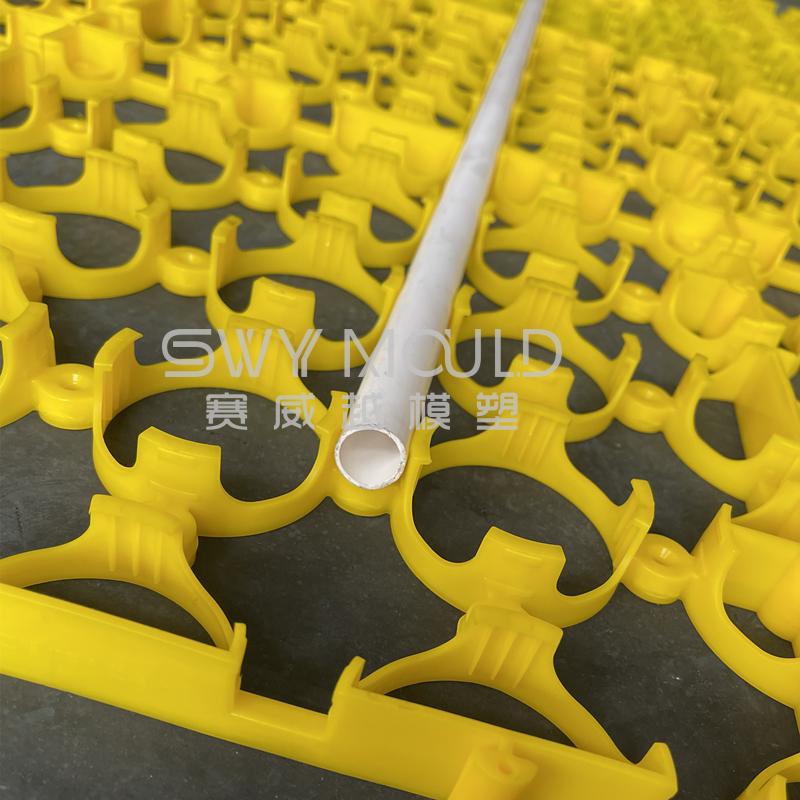
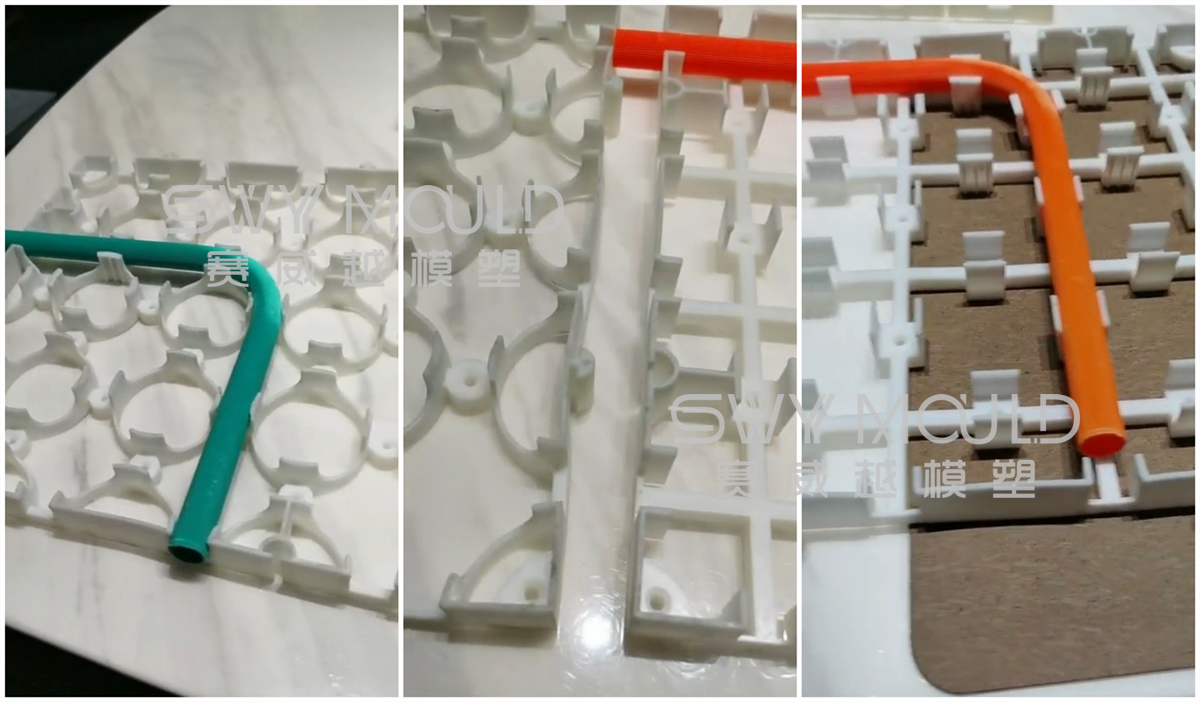
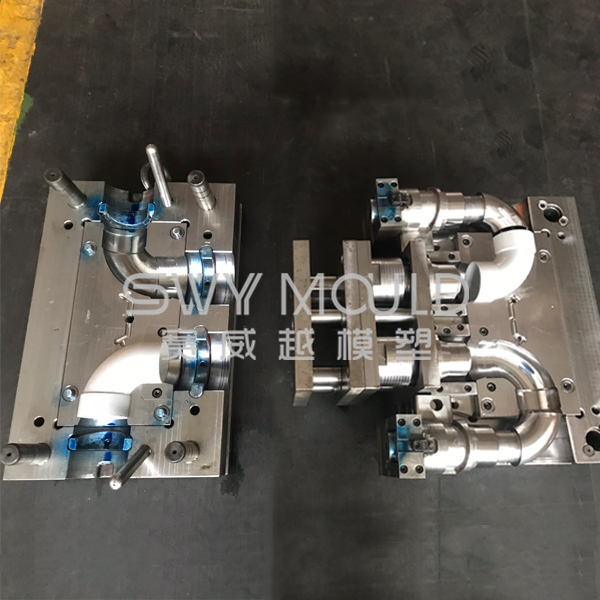
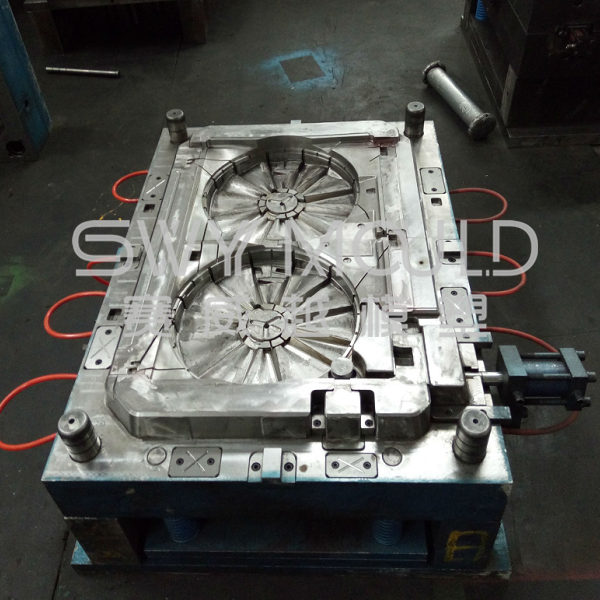
A este molde se le hicieron algunos cambios en las muestras originales. Antes de hacer el molde, nuestro cliente nos pidió que hiciéramos muestras de impresión 3D para comprobar la viabilidad. Al principio, hay dos formas de rejilla, una es redonda y la otra es cuadrada, después de que el cliente comprobara la practicidad de las dos muestras, decidió elegir la rejilla redonda.
¿Qué es un rastro de moho?
La prueba del molde se refiere, en el desarrollo y la fabricación del producto, al paso de inyección de prueba que se lleva a cabo después de completar la fabricación del molde y antes de la producción en masa. Necesitamos prestar atención a los siguientes asuntos antes de la prueba del moho:
1. Conozca la información relevante sobre el moho.
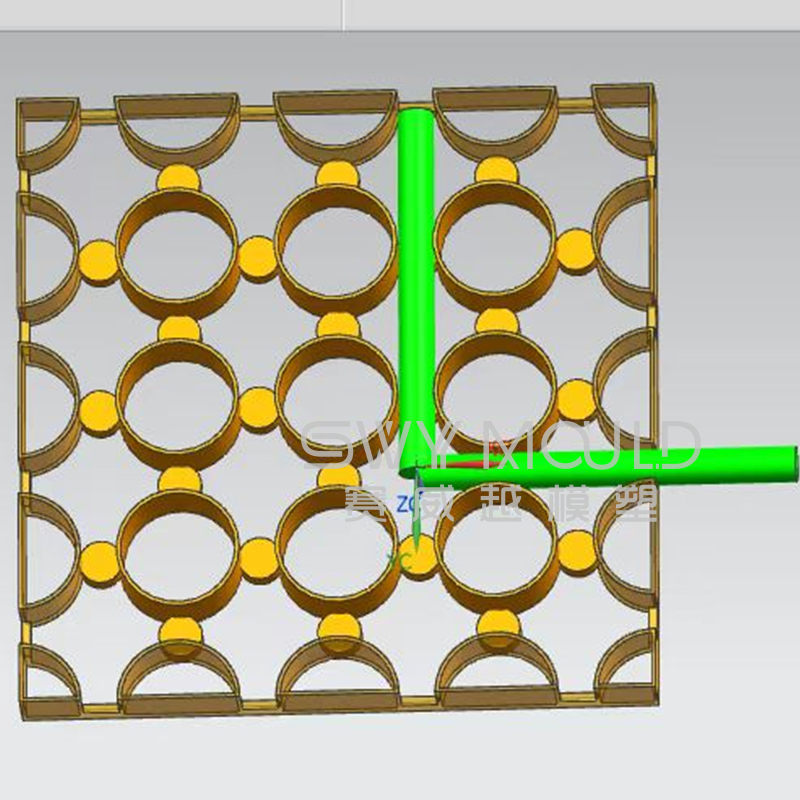
Lo mejor es tener las imágenes de diseño 3D o 2D del molde, analizarlo en detalle y hacer que el técnico del molde participe en el trabajo de seguimiento del molde.
2. Primero verifique su cooperación mecánica en el banco de trabajo.
Se debe prestar atención a si hay rasguños, piezas faltantes y flojedad. Compruebe si el movimiento de la placa de matriz es correcto y si las uniones de la tubería de agua y la tubería de aire tienen fugas. Si hay un límite para la apertura del dado, márquelo en el dado. Si la acción anterior se puede realizar antes de colgar el molde, puede evitar encontrar los problemas al colgar el molde y luego retirar el molde, lo que provoca el desperdicio de horas de mano de obra.
3. Cuando se determine que las diversas partes del molde están bien, elija una máquina de inyección de prueba a morir adecuada. Al seleccionar, se debe prestar atención a:
* ¿Cuál es el volumen máximo de inyección de las máquinas de moldeo por inyección?
* ¿El tamaño interno de la barra de tracción es suficiente para colocar el molde?
* ¿El horario máximo de movimiento de la plantilla móvil cumple con los requisitos?
* Si otras herramientas y accesorios relacionados con el rastro de moho están completamente preparados.
Después de confirmar que todo no tiene problema, el siguiente paso es colgar el molde. Al colgar, preste atención a que todas las placas de sujeción de la cerradura y el pez colgante no se puedan quitar, lo que evita que la placa del molde de sujeción se pierda o se rompa, lo que hace que el molde se caiga.
Después de instalar el molde, verifique cuidadosamente la acción mecánica de cada parte del molde, como la patineta, los dedales, la estructura dental y el interruptor de límite. Preste atención a si la boquilla y la boca de alimentación están alineadas.
El siguiente paso es prestar atención a la acción del dado compuesto. En este momento, la presión de modo debe reducirse. En la acción de matriz compuesta de manual y de baja velocidad, preste atención para ver y escuchar si hay algún movimiento irregular o sonido anormal.
4. Aumente la temperatura del molde de inyección.
De acuerdo con el rendimiento de la materia prima y el tamaño del molde, elija la máquina de control de temperatura del molde adecuada para aumentar la temperatura del molde hasta la temperatura de producción requerida. Verifique una vez más la acción de cada parte después de aumentar la temperatura del molde. Debido a que el acero puede causar el fenómeno del molde de la tarjeta después de la expansión térmica, es necesario prestar atención al deslizamiento de cada parte para evitar la tensión y la vibración.
5. Si no existe una ley de planificación experimental en la fábrica, sugerimos que solo se pueda ajustar una condición a la vez al ajustar la condición del modo de prueba, para distinguir el efecto del cambio de una sola condición en el producto terminado.
6. De acuerdo con las diferentes materias primas, haga un horneado moderado para la materia prima adoptada.
7. Trate de usar la misma materia prima posible cuando intente moldear y hacer producción en masa.
8. No solo pruebe el molde, si hay un requisito de color, puede hacer arreglos para probar el color al mismo tiempo.
9. La fuerza interna y otros problemas a menudo afectan el procesamiento secundario, por lo tanto, ajuste la presión del molde de cierre y tenga varias veces el movimiento después de que el rastro del molde y los productos de formación sean estables, para ver si no hay desigualdad de presión de sujeción, para evitar rebabas y deformación del molde.
Después de verificar los pasos anteriores, reduzca la velocidad y la presión del molde de cierre, se configuran la hebilla de seguridad y la carrera de eyección, y luego se ajustan el molde de cierre normal y la velocidad del molde de cierre. Si está relacionado con el interruptor de límite de carrera máxima, la carrera de apertura del molde debe ajustarse para que sea corta, y la acción de apertura del molde de alta velocidad debe cortarse antes de la carrera máxima de esta apertura del molde. Esto se debe a que en todo el recorrido de apertura del molde durante la carga del molde, el recorrido de alta velocidad es más largo que el recorrido de baja velocidad. La varilla expulsora mecánica de la máquina de plástico también debe ajustarse para que actúe después de la acción de apertura del molde a toda velocidad, lo que evita la deformación de la placa expulsora o la placa extractora debido a la fuerza.
Verifique los siguientes elementos antes de hacer la primera inyección de molde:
* ¿Si el viaje de alimentación es demasiado largo o corto?
*Si la presión es demasiado alta o baja?
* ¿La velocidad de llenado es demasiado rápida o lenta?
* Si el ciclo de procesamiento es demasiado largo o corto?
Para evitar tiros cortos, fracturas, deformaciones, rebabas e incluso daños por moho. Si el ciclo de procesamiento es demasiado corto, el dedal cubrirá el producto terminado o despegará el anillo para triturar el producto terminado. Este tipo de situación puede llevarte dos o tres horas para retirar el producto terminado.
Si el ciclo de procesamiento es demasiado largo, la parte débil del núcleo del molde puede romperse debido a la contracción del material de caucho. Por supuesto, no puede esperar ningún problema que pueda ocurrir durante el proceso de juicio, pero la consideración completa y las medidas oportunas lo ayudarán a evitar pérdidas graves y costosas.