Diseño para molde de bote de pintura plástica
Ya sea que tenga su propio diseño listo para el mecanizado o necesite que lo llevemos a través del proceso de diseño, SWY MOLD está aquí para ofrecerle nuestro asesoramiento, basado en años de experiencia en la industria. El diseño del moldeo por inyección se realiza correctamente, desde el concepto inicial hasta el diseño final.
1. Concepto inicial
Cualquiera que sea el producto que necesite, todo comienza con un concepto de diseño. El concepto está planeado y elaborado en un diseño de producto funcional.
2. Selección de material
Nos enorgullecemos de nuestro conocimiento experto de los materiales, lo que nos permite encontrar el material perfecto para su producto y sus requisitos.
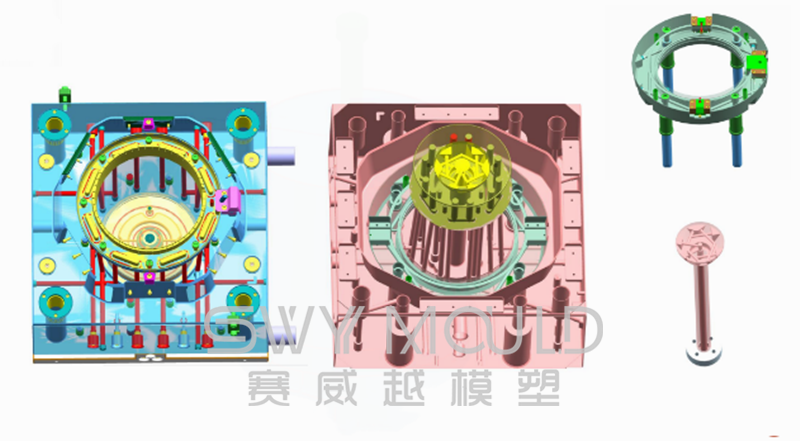
3. Modelado 3D
Para garantizar que el diseño se ajuste a su propósito, producimos modelos 3D en la casa para mostrarle y asegurarnos de que el diseño sea el adecuado para usted.
4. Diseño final
Los diseños finales se producen para su producto siguiendo las etapas anteriores, creando un producto que es robusto y apropiado para su uso.
Mejora la rigidez del cucharón.
El plástico es relativamente flexible y el cucharón a veces necesita una gran capacidad de carga, por lo que se deben adoptar varias medidas para mejorar la rigidez en la estructura.
1. Agrega refuerzo
El refuerzo puede mejorar la resistencia y rigidez del cucharón. Los requisitos básicos para las costillas son: el número debe ser mayor, el grosor de la pared debe ser delgado, la altura debe ser corta y la pendiente debe ser suficiente. La parte inferior de la nervadura debe ser una transición de arco circular. La dirección de la nervadura debe ser consistente con la dirección del flujo para mejorar la tenacidad plástica.
2. Mejora la forma
El cubo en forma de caja es en su mayoría piezas rectangulares de paredes delgadas, que son fáciles de deformar. Se deben tomar varias medidas de refuerzo para extender ligeramente las cuatro paredes laterales del cucharón para mejorar la rigidez; es una forma de tira en la pared lateral para evitar la distorsión. Mejora; refuerzo de borde en el borde del cubo para evitar la deformación de la boca; Refuerzo inferior en la parte inferior del cubo diseñado en forma ondulada y arqueada.
3. Apoyo razonable
El área inferior del cubo en forma de caja es grande, pero no es razonable utilizar toda la superficie inferior como soporte. Debido a que la parte inferior está ligeramente curvada, no es plana. Por lo tanto, el soporte de la superficie debe cambiarse a soporte de línea o soporte de punto, y el soporte lateral convexo (es decir, el soporte de línea); soporte de pie elevado (es decir, soporte de punto); la altura del saliente es generalmente de 0,3 a 0,5 mm.
4. Esquina
La esquina es la intersección de dos caras o tres caras. Independientemente de la forma del cubo, la intersección de las caras debe ser redondeada, lo que puede mejorar en gran medida la rigidez del cubo y mejorar el modelo de llenado de plástico.
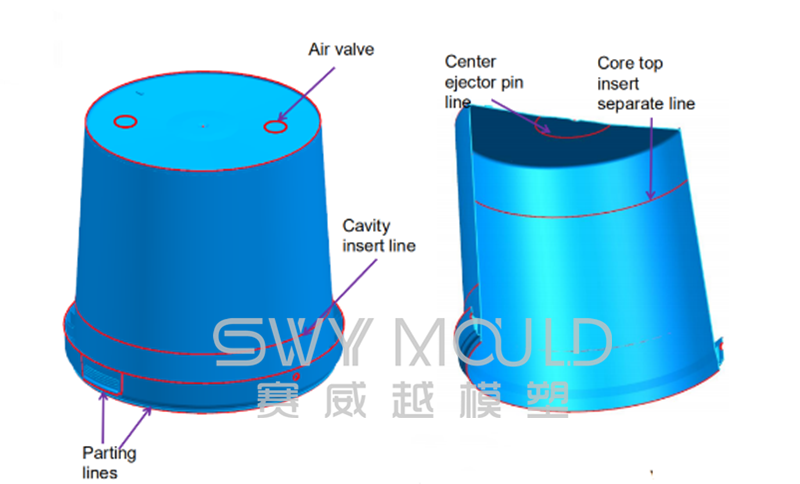
Pendiente de desmoldeo
Para facilitar el desmoldeo de la pieza moldeada, se debe considerar un ángulo de tiro adecuado al diseñar el cucharón. El calado es demasiado pequeño, el desmoldeo es difícil y la superficie del cucharón está dañada; si es demasiado grande, la precisión dimensional se ve afectada.
El ángulo de desmoldeo varía dependiendo de la forma de la pieza de plástico, el tipo de plástico, la estructura del molde, la rugosidad de la superficie, el método de moldeo y similares. En términos generales, la pendiente comúnmente utilizada de la pieza de plástico a lo largo de la dirección de desmoldeo es de 1o ~ 1,5o, y el mínimo no es inferior a 0,5o.