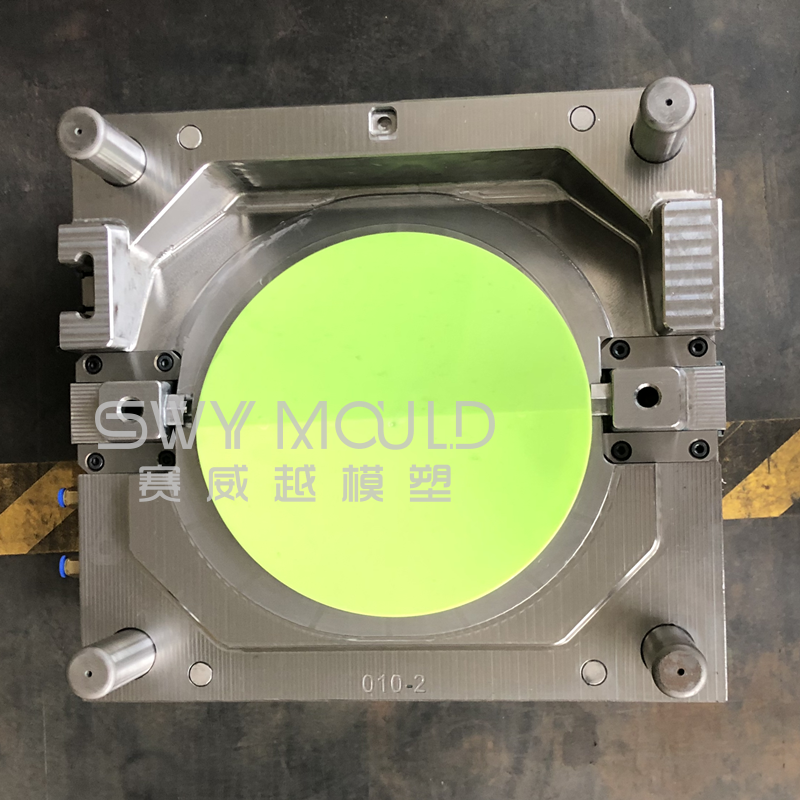
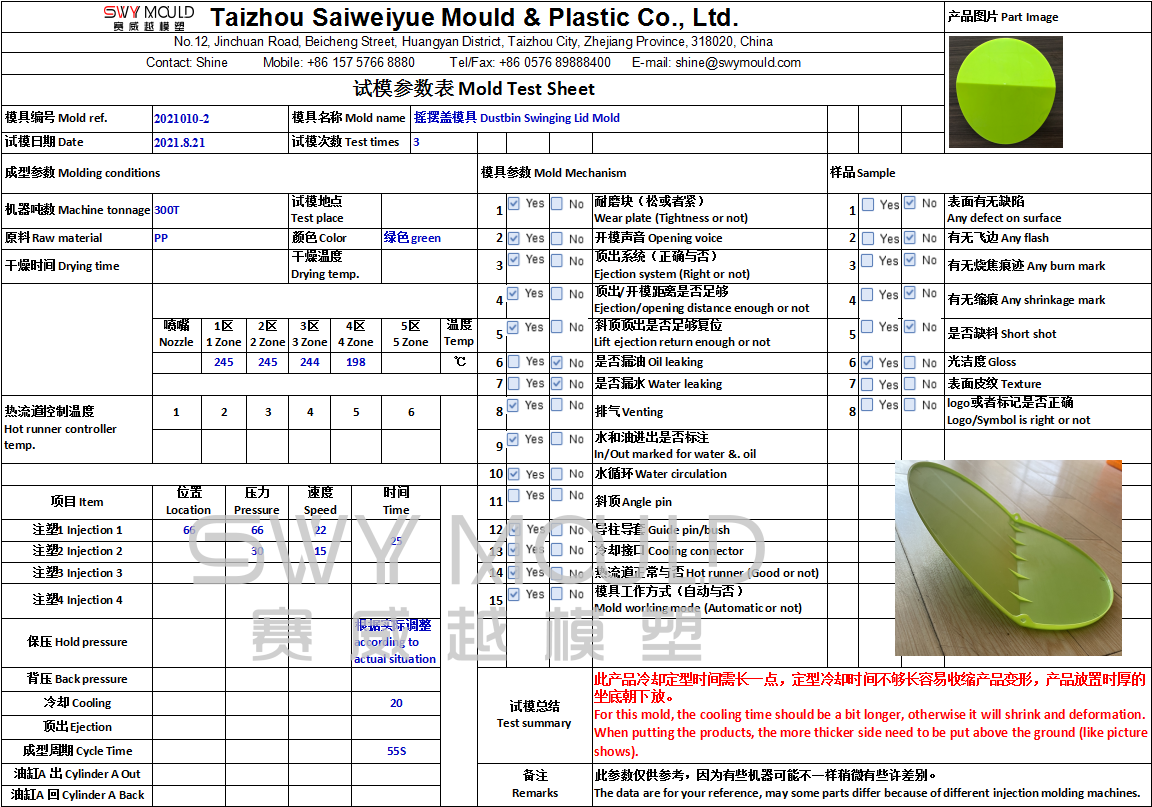
Los asuntos deben preocuparse por este molde de tapa de basura.
Para este molde, el tiempo de enfriamiento debería ser un poco más largo, de lo contrario, se encogerá y deformará. Al colocar los productos, el lado más grueso debe colocarse por encima del suelo (como muestra la imagen).
Acerca de nuestro molde y plástico Co., Ltd de Taizhou Saiweiyue
SWY MOLD tiene un equipo de fabricación de moldes de basura muy profesional, todos ellos mantienen la estricta responsabilidad de control de calidad, que se combina en diferentes departamentos.
Contamos con un equipo profesional de ingenieros de ventas que son comunicadores para la consulta de moldes y la comunicación comercial. Esto hace que todas sus compras sean fáciles y una discusión directa de los puntos técnicos. Esto evita el trabajo de traductor que retrasa su tiempo y la comunicación de la elaboración de moldes y la discusión técnica.
Nuestros ingenieros están especializados en varios proyectos, pueden ofrecer una lista de desglose interno para cada sección, cotización y datos de especificación para proyectos detallados.
Nuestro departamento de diseño cuenta con un departamento de diseño 3D y 2D para el desarrollo de moldes y piezas de plástico. Proporcionamos prototipos, servicio de diseño de I + D, análisis de flujo de moldes y análisis de viabilidad de diseño. Gracias a un sólido equipo de diseño de moldes, fabricamos moldes profesionales y correctos en poco tiempo con éxito.
El departamento de control de calidad controlaba todos los componentes de fabricación de moldes, como las dimensiones de los componentes del molde comprados, las dimensiones de los componentes del molde de mecanizado y las dimensiones de las muestras de plástico moldeado. Controlan estrictamente cualquier dato de calidad al igual que los datos estándar de calidad de nuestra empresa, asegúrese de que cualquier parte de error pueda fluir al siguiente paso.
El departamento de gestión de proyectos que ejecuta los estándares de herramientas, siguiendo los proyectos, informa el estado de fabricación de moldes al departamento de ingenieros de ventas, es uno de los departamentos de gestión de fabricación de moldes más importantes.
¿Cómo reducir el tiempo de ciclo del molde de cubierta de basura de plástico?
1. Seleccione un buen acero para moldes
Si desea mejorar la eficiencia de enfriamiento, debe dar prioridad al acero para moldes con mejor conductividad térmica al seleccionar los materiales.
2. El diseño de la vía fluvial del molde
Al diseñar la vía fluvial del molde de inyección, es necesario evaluar completamente los puntos calientes del diseño de la estructura del producto. Para lograr este objetivo, es necesario considerar un diseño separado de un canal de agua circulante y usar el inserto de cobre de berilio que se acaba de mencionar o aumentar la aguja de conducción de calor, e instalar la herramienta de enfriamiento de la tubería de conducción de calor para el delgado- inserto de pared. La vía fluvial del molde adopta la vía fluvial recta en la medida de lo posible, reduce el diseño de la vía fluvial con pozos y esquinas de enfriamiento excesivos y evita áreas de agua muerta excesivas. En la etapa de diseño del molde, la disposición de los canales de agua de enfriamiento se organizó de manera razonable para garantizar básicamente el efecto de enfriamiento.
3. Temperatura de moldeo
Se juzga midiendo la temperatura real de los puntos de entrada y salida de agua en la superficie de la cavidad del molde. Si la diferencia de temperatura en diferentes áreas y la diferencia de temperatura con el valor establecido se pueden controlar dentro de ± 5 ° C, significa que el efecto de enfriamiento básico sigue siendo aceptable.
Mantenimiento del molde de la cubierta de basura de plástico
El significado de la protección del molde de inyección: es el entorno artificial en el proceso de producción, que protege el molde y evita que el molde se dañe por causas congénitas y por presión a objetos extraños.
Comportamiento de protección del molde: al configurar la protección de baja presión del molde, ¿debe saber dónde proteger? Por supuesto, está protegido por baja presión, es decir, se activará cuando se presione contra objetos extraños y no dañará el molde.
Las prácticas específicas son las siguientes:
1. Primero, ¿qué parte del molde debe protegerse? Como neutrones, núcleos, insertos, deslizadores, pasadores oblicuos, núcleos de moldes, dedales, etc.
2. A continuación, determine la distancia a través de la cual se establecerá la protección de bajo voltaje de modo que la posición de las partes a proteger esté en contacto entre sí dentro de la distancia en la que estableció la protección de bajo voltaje. Dentro del alcance de la monitorización de la máquina. Por ejemplo, la posición de contacto entre el molde móvil y el molde fijo es de 30 mm en el proceso de sujeción del molde. Establecemos la posición de protección de baja presión en 32 mm según la situación de peligro para que cuando el molde esté ensamblado a 32 mm, entre en la posición de protección de baja presión. Bajo vigilancia efectiva.
3. Determine la velocidad de sujeción, esta velocidad también es un parámetro más importante, no demasiado rápido, solo lo suficiente, demasiado rápido producirá cierta inercia, esta velocidad es lenta, generalmente no más del 15%, la velocidad se decide, don ' No lo cambie a voluntad.
4. El ajuste de presión es más importante, con la presión mínima para que el molde se ajuste a la superficie de partición, el contacto del molde es mejor, reduzca una unidad mínima (por ejemplo, 1 unidad de presión), el molde no se ajustará al tipo Contacto facial, la presión se utiliza como la presión mínima para la protección de baja presión (se puede hacer colocando una hoja de papel para permitir que la máquina emita una alarma).
5. Según el contacto de la superficie de separación, agregue 0,1 ~ 0,3 mm como posición de sujeción de alta presión sobre la base de esta posición. Este 0,1 ~ 0,3 mm (valor recomendado) es para compensar la expansión y contracción térmica del material del molde. Por supuesto, esta posición de compensación se puede ajustar más pequeña, demasiado pequeña puede causar frecuentes alarmas de protección de bajo voltaje.