Características de la mesa: la pata y el tablero están integrados, no es necesario hacer dos moldes y luego ensamblar; textura en la superficie de la mesa
Material de la mesa: PP
Acero del molde: P20
Base del molde: C45
No. de cavidad: simple
Sistema de corredor: corredor frío
Sistema eyector: pin eyector + ventilación de aire
¿Qué es el sistema asistido por gas en un molde de inyección de plástico de mesa redonda?
El moldeo por inyección asistido por gas es un proceso de baja presión que requiere la inyección de gas nitrógeno presurizado en el interior de un molde. El gas fluye a través de canales de gas estratégicamente ubicados para desplazar el material en las áreas gruesas de la pieza formando secciones huecas.
El gas presurizado empuja la resina fundida firmemente contra las paredes de la cavidad hasta que la pieza se solidifica, y la presión de gas constante y uniformemente transmitida evita que la pieza se contraiga al tiempo que reduce las imperfecciones de la superficie, las marcas de hundimiento y las tensiones internas. Este proceso es ideal para mantener dimensiones reducidas y curvaturas complejas en largas distancias.
Ventajas del sistema asistido por gas:
* Se pueden moldear piezas más gruesas
* Sin marcas de hundimiento
* Tensiones residuales mínimas
* Reducción de la deformación de la pieza (alabeo)
* Fuerza de sujeción baja
* Productos ligeros
Proceso y descripción de la textura del molde de inyección.
1. El propósito de la textura del moho
* El proceso de textura del molde es para mejorar el acabado de la superficie de una pieza de plástico.
* Permitir que el producto tenga un diseño diversificado o completamente nuevo.
2. La definición de textura de moho
El texturizado se refiere a la aplicación de quimiosmosis para crear una variedad de patrones en la superficie de un producto metálico, como rayas, imágenes, vetas de madera / cuero y satinado, así como el procedimiento de pulido con chorro de arena, que rocía directamente arena de vidrio sobre la superficie. de un producto metálico.
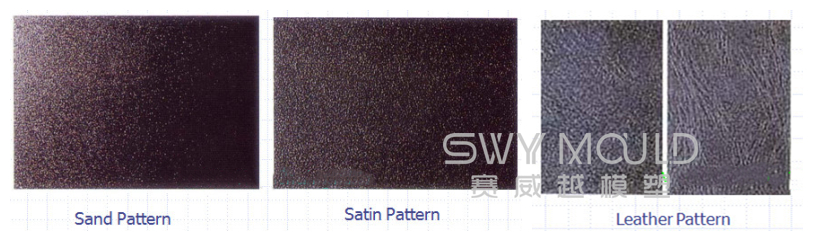
3. Variedades de texturas
* Patrón de arena
Características: proceso rápido, precio económico y puede producir patrones finos y planos.
* Patrón de satén
Características: Proceso rápido y se puede utilizar para una superficie plana. Dos veces más duradero que el proceso de pulido con chorro de arena y capaz de cubrir las marcas de soldadura y las marcas de hundimiento en una superficie rugosa.
* patrón de cuero
Características: Durable. La superficie del producto es resistente a la abrasión, aunque no se puede arreglar completamente si está dañada. Capaz de eliminar las marcas de quemado y óxido causadas por gases químicos mediante tratamiento superficial.
4. Los pasos del texturizado
* Limpieza
Limpiar la superficie de la cavidad del molde para eliminar aceite / grasa.
* Sellando
Aplique papel adhesivo o revestimiento resistente a la corrosión a la superficie de la cavidad que no necesita ser texturizada, para evitar la corrosión. Este es el paso que lleva más tiempo, durante el cual los 3 materiales de sellado comúnmente utilizados incluyen: papel adhesivo grueso, para cubrir la mayor parte de la superficie de la cavidad; papel adhesivo fino, para sellar los detalles; y revestimiento resistente a la corrosión, para cubrir el área que el papel adhesivo no cubre, p. ej. superficies curvas complicadas.
* Secado
Seque el revestimiento anticorrosión.
* Tratamiento de superficies
Limpiar con cuidado la superficie de la cavidad a texturizar con algodón absorbente, para que quede libre de suciedad, asegurando así el efecto texturizante.
* Textura (corrosión)
Aplique una capa a la superficie de la cavidad a texturizar y luego sumérjala en el fluido corrosivo. Durante este proceso, se debe prestar atención al estado de texturado. Se requiere remojo repetido para obtener las texturas deseadas.
* Chorro de arena
El arenado tiene 2 propósitos: A). Para eliminar el líquido residual en la superficie de la cavidad con una hidrolavadora; B). Para afinar el brillo de la textura; Se pueden lograr diferentes niveles de brillo utilizando diferentes arenas y diferentes niveles de presión.
* Postoperatorio
Limpie la superficie de la cavidad y rocíe un agente de protección contra el óxido antes de devolver los componentes del molde al taller de moldes.