Aquí SWY MOLD quisiera discutir con usted el análisis técnico del molde de inyección de marcos de televisión LCD.
1. Análisis de la estructura
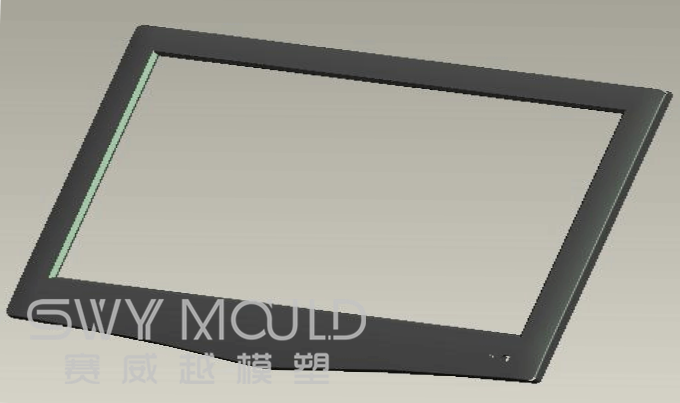
La estructura del marco del televisor se muestra a continuación, la materia prima es ABS con 0,5% de contracción. El tamaño es 394,5 * 272,8 * 11,8 mm, con un grosor medio de 2,4 mm.
Hay botones de encendido a cada lado y muchas nervaduras en la parte trasera. Debido al gran tamaño y los altos requisitos en la superficie del producto, la dificultad de hacer este molde es cómo diseñar un sistema de compuerta para hacer que el material fluya de manera uniforme y evitar la marca de hundimiento.
2. Análisis de materia prima --- ABS
* Propiedades químicas y físicas
El ABS se combina con acrilonitrilo, butadieno y estireno en estos tres copolímeros. El acrilonitrilo tiene el rendimiento de alta resistencia, estabilidad térmica y estabilidad química. El butadieno tiene el desempeño de tenacidad y resistencia al impacto. El estireno tiene el rendimiento de procesamiento fácil, un alto grado de acabado y alta resistencia. Entonces el ABS es una especie de material de tenacidad, dureza y rigidez.
* Característica de moldeo: liquidez media, alto rendimiento de fácil procesamiento, estabilidad dimensional, alta resistencia al impacto, etc.
* Técnica de inyección y condición de moldeo.
Tratamiento de secado: secado al menos 2 horas a una temperatura de 80-90 °
Temperatura de fusión: 210-280 ℃, temperatura recomendada: 245 ℃
Temperatura del molde: 25-70 ℃ (la temperatura del molde influirá en el grado de acabado de la superficie)
Presión de inyección: 50-100Mpa
Velocidad de inyección: velocidad media
* Rango de uso típico: partes de la cubierta / carcasa de electrodomésticos, partes interiores y exteriores del automóvil, etc.
3. Confirmación del ángulo de desmoldeo
Debido a que el material se envolverá en la cavidad después de enfriarse y contraerse, para desmoldar fácilmente y evitar raspaduras en la superficie del producto, es necesario confirmar un ángulo de tiro adecuado al diseñar.
4. Adición de nervaduras de refuerzo
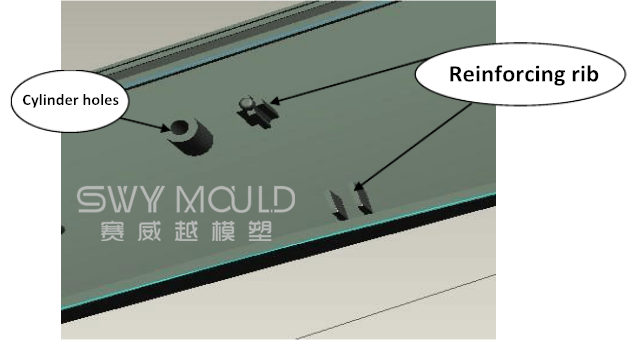
Para asegurar la resistencia y rigidez del producto del marco, se deben colocar las nervaduras de refuerzo para soportar el marco de gran tamaño (muestra la siguiente imagen), por lo que al diseñar el producto se deben considerar los siguientes puntos:
* El tamaño de las costillas no debe ser demasiado grande, debe acortarse con más cantidad.
* La distancia entre dos nervios debe ser más del doble del grosor de la pared, lo que puede evitar la marca del hundimiento y aumentar la resistencia del marco.
* La dirección de las nervaduras debe ser la misma que la dirección de flujo del material de fusión, que es buena para que el material llene todas las partes de la cavidad.
5. Esquinas redondeadas y agujeros
*Esquina redonda
Este marco está diseñado con una esquina redondeada, lo que evita la concentración de estrés y aumenta la resistencia y belleza de los productos del marco. El diámetro de la conner redonda interior debe ser la mitad del grosor de la pared; el diámetro de la esquina exterior redondeada debe ser 1,5 veces mayor que el espesor de la pared; el radio de la esquina redondeada no debe ser inferior a 0,5 mm.
Este conner está diseñado como: R = 1,5, H = 3,6 mm; r = 0,5, H = 1,2 mm
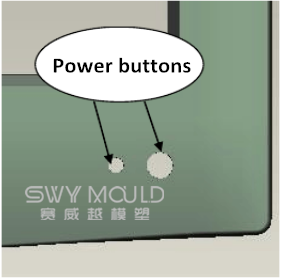
* Agujeros
Hay dos botones de encendido en este cuadro. Los diámetros de los dos son de 3,2 mm y 6,2 mm.
6. Confirmación del número de cavidad
Al confirmar el número de cavidad, debe considerar el parámetro de la máquina de inyección, como el volumen máximo de inyección, la fuerza de sujeción nominal, la velocidad de plastificación, también debe considerar los requisitos del producto y el presupuesto de este proyecto. Teniendo en cuenta todos los puntos, este diseño de molde de marco con una cavidad.
7. Confirmación de cara de despedida
El diseño de la cara de partición está influenciado por la forma de la pieza, el grosor de la pared, la precisión del tamaño, la ubicación de la pieza de moldura, el tipo de desmoldeo, la ubicación y el tipo de compuerta, ventilación de aire y otros puntos. Este diseño debe considerar los siguientes puntos:
* fácil de desmoldar piezas
* considerando la superficie exterior de la pieza
* consiguiendo la precisión del tamaño de la pieza
* considerando la ubicación del flash
* fácil de ventilar
* considerando la influencia del ángulo de desmoldeo en el tamaño de la pieza
8. Diseño del sistema de compuerta
* Corredor principal
El canal principal es la primera parte cuyo material de fusión fluye hacia la cavidad, por lo que el área de la sección influirá en la velocidad de flujo y el tiempo de llenado. Si el área de la sección es demasiado pequeña, es difícil moldear el producto; si el área de la sección es demasiado grande, el tiempo de enfriamiento será más largo, lo que disminuye la eficiencia de producción. Teniendo en cuenta todos los hechos, este corredor principal está diseñado un poco grande.
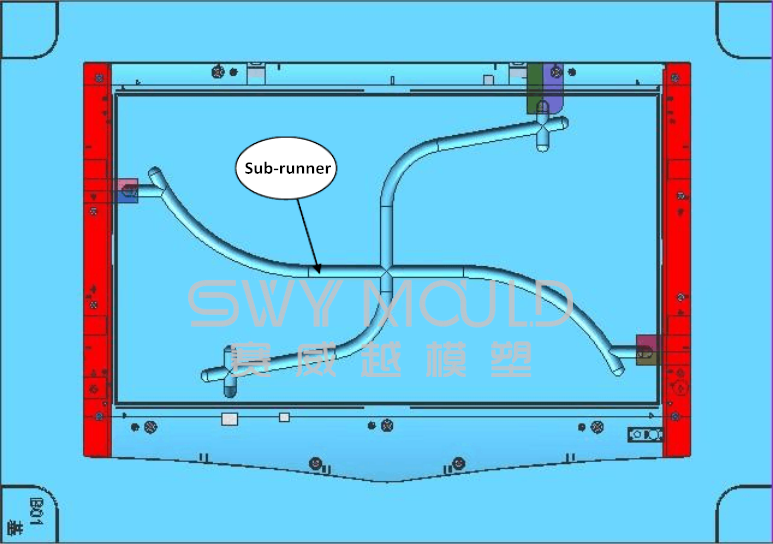
* Sub-corredor
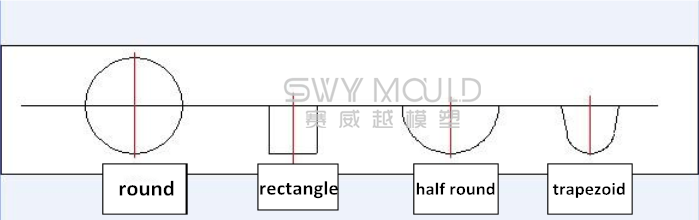
Para moldes de gran tamaño y múltiples cavidades, debe haber subcorrientes que aseguren que el material de fusión pueda fluir hacia todas las piezas en poco tiempo. El subcorredor de uso común se enumera en la siguiente imagen:
Para disminuir la presión y la pérdida de calor, este molde utiliza un subcorredor de sección redonda.
Tales como los siguientes espectáculos:
* Tipo de puerta
Hay varios tipos de puerta, como puerta directa, puerta central, puerta lateral, puerta puntiaguda, puerta submarina, puerta en forma de abanico, puerta de borde, etc. Cada tipo tiene sus ventajas y desventajas. Este molde utiliza una puerta submarina, que cortará el material automáticamente con menos marca.
9. Diseño del sistema de refrigeración
El tipo de molde de enfriamiento incluye enfriamiento por agua, enfriamiento por aire y enfriamiento por aceite. Teniendo en cuenta la puntualidad y la economía, este molde utiliza refrigeración por agua. El principio de diseño debe seguir los siguientes puntos:
* La distancia entre la vía de enfriamiento y la cavidad debe ser adecuada; de lo contrario, influirá en el efecto de enfriamiento y la resistencia del molde.
* La forma de enfriamiento debe ser grande.
* Debe ser adecuado para el espesor de la pared de la pieza.
* Debe estar lejos del cruce de la costura del inserto, lo que puede evitar fugas de agua.
* No debe haber ningún lugar que provoque reflujo.
* El lado de la puerta debe agregar enfriamiento porque la temperatura de esta parte es la más alta.
* La forma de entrada y salida de la temperatura del agua de enfriamiento debe ser casi la misma.
* La conexión de la tina y la boquilla debe estar sellada.