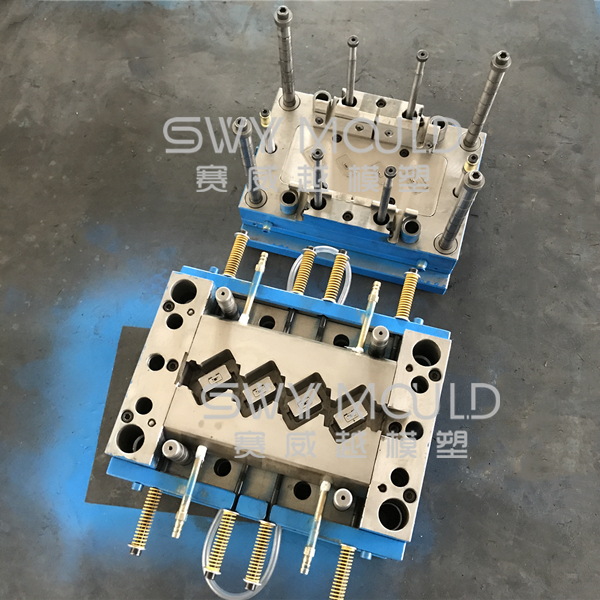
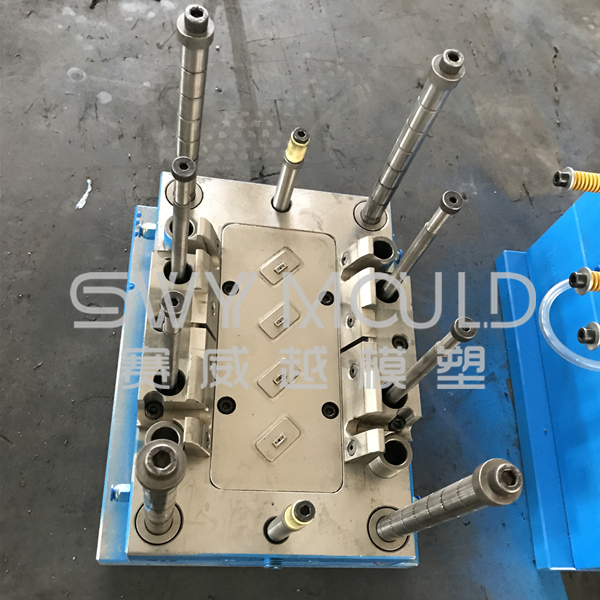
1. Prepara el molde. Necesitamos revisar el molde antes de ensamblarlo en la máquina de inyección. El molde debe limpiarse con cuidado, estado de montaje. ¿Cada parte tiene una grieta, un mordisco? ¿Montamos un error de pin de expulsión o de pin de núcleo angular?
2. Prepare el material plástico: Necesitamos material seco para eliminar la humedad. El tiempo de secado es diferente para cada material.
3. Debe calcular el peso del material según la cantidad de producto.
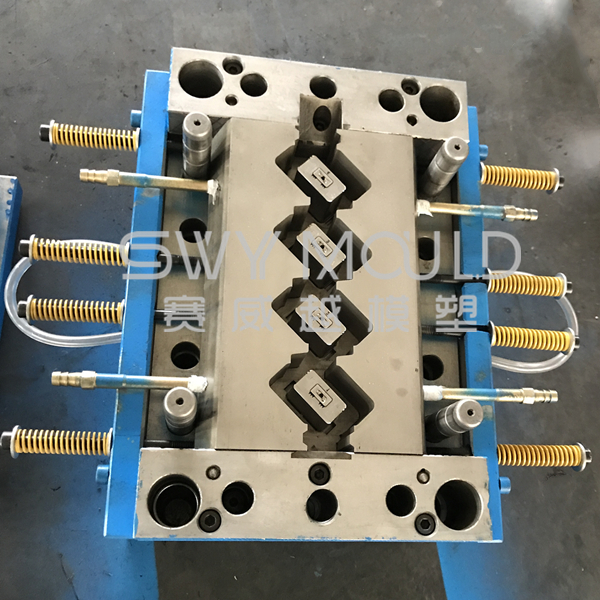
4. Prepare el canal de enfriamiento, la plantilla y el inserto.
Configurar antes del moldeo por inyección
1. Ensamble el molde en la máquina de inyección, sistema de enfriamiento, ajuste la temperatura para la placa del núcleo y la placa de cavidades. Luego, configure el sistema de expulsión del molde, la distancia de apertura del molde en la máquina de inyección.
2. Prepare el área de trabajo, el trabajador, el equipo, el robot para realizar el proceso de moldeo por inyección automáticamente.
3. Conecte la resina del sistema seco a la tolva de alimentación de la máquina de inyección.
4. Retire la resina vieja de la boquilla.
5. La condición de inyección de configuración sigue el funcionamiento manual.
Los pasos del proceso de moldeo por inyección de plástico
1. Proceso de sujeción
Antes de que la máquina de inyección empuje el plástico fundido en el molde, cada mitad del molde se une a la máquina de inyección. El sistema de sujeción sujetará la placa de la cavidad y la placa del núcleo. Esta fuerza evitará que el molde de inyección se cierre siempre a alta presión del proceso de inyección. Si la sujeción es pequeña, el molde puede abrirse a alta presión. Es la causa del flash, paso.
¿Cómo calcular la fuerza de sujeción?
F (tonelada) = {A (cm²) x P (kg / cm²)} / 1000
F = sujeción
A = área de reflexión del producto de moldeo
P = presión en el molde.
2. Proceso de inyección
* Proceso de llenado por inyección
La boquilla se moverá para entrar en contacto con el molde de inyección en el bebedero.
El tornillo se moverá hacia adelante para empujar el plástico fundido hacia el molde. El plástico fundido atravesará el molde a través de: bebedero -> corredor -> puerta -> cavidad.
* Proceso de sellado de la puerta (cierre de la puerta)
Este es el proceso desde la finalización de la inyección hasta el sellado de la puerta (cierre de la puerta). La presión de retención (presión secundaria) se aplica durante el enfriamiento y solidificación de la compuerta. Este proceso se utiliza para mejorar la marca de hundimiento, tiro corto.
3. Proceso de enfriamiento
Se utilizará agua o aceite para el canal de enfriamiento. A medida que el plástico se enfría, se solidificará en la forma de la pieza deseada.
4. Resina plastificante
Mientras el producto se enfría, el tornillo de la máquina de inyección retrocederá para preparar el material para un nuevo ciclo.
5. Molde de apertura y retire el producto.
Cuando la resina se enfríe lo suficiente, el molde se abrirá y el robo de la máquina de inyección impactará en la placa de expulsión y luego empujará la muestra fuera del molde.
6. Producto de corte y estacionamiento de puertas
Después de que obtengamos una muestra, se moverá a las máquinas de corte de puertas y luego se estacionará para el siguiente propósito.