Análisis del proceso de moldeo por inyección de plástico ABS
Rendimiento del moldeo por inyección de ABS: Generalmente, el punto de fusión del moldeo por inyección de plástico ABS es de aproximadamente 170 ℃ y su temperatura de descomposición es de 260 ℃, con una amplia gama de temperaturas de inyección ajustables. Durante el proceso de moldeo por inyección, la temperatura suele oscilar entre 180 y 240 ℃. Debido a la existencia de caucho, es capaz de absorber una pequeña cantidad de agua, por lo que debe secarse durante la producción: secarse durante 1 o 2 horas a temperaturas entre 80 y 90 ℃; al mismo tiempo, debido a su poca estabilidad térmica provocada por la existencia de caucho, tiende a descomponerse, por lo que es mejor que la materia prima no permanezca demasiado tiempo en el barril durante el moldeo por inyección; aunque la viscosidad del ABS fundido es mayor que la del PS, es capaz de llenar completamente el molde con compuertas y bebederos medios; el producto a menudo genera electricidad estática, que tiende a atraer polvo y suciedad; el rango de contracción es del 5‰ y el valor límite de desbordamiento es de 0,05 mm.
Los 3 puntos anteriores sobre el proceso seco, la presión de inyección y la temperatura de inyección se pueden ver en esta página https://www.swymould.com/product/electrical-appliance-mould/more-appliance-mould/kitchen-blender-abs- base-soporte-inyección-molde.html
4. Velocidad de inyección
Para el material de moldeo por inyección de plástico ABS, una velocidad de inyección moderada producirá un gran efecto. Si la velocidad de inyección es demasiado rápida, los plásticos se quemarán o descompondrán para separar los productos de gasificación, por lo que se producirán defectos como líneas de soldadura, poco brillo y plástico alrededor de la puerta que se volverá rojo, etc. Sin embargo, cuando se producen productos complejos o de paredes delgadas, se debe garantizar una alta velocidad de inyección o se producirá un llenado insuficiente.
5. Temperatura del molde
La temperatura de moldeo por inyección de ABS es relativamente más alta, al igual que la temperatura del molde. Por lo general, la temperatura del molde se ajusta entre 75 y 85 ℃. Cuando se fabrican productos con un área de proyección grande, la temperatura de la cavidad debe estar entre 70 y 80 ℃, mientras que la del núcleo debe estar entre 50 y 60 ℃. Cuando se moldean por inyección productos grandes, de estructura compleja o de paredes delgadas, se debe considerar calentar especialmente el molde. Para acortar el ciclo de moldeo y mantener la estabilidad de la temperatura del molde, después de expulsar el producto, es necesario aplicar un baño caliente, un baño frío u otros métodos de moldeo mecánico para compensar el tiempo original de enfriamiento y moldeo de la cavidad.
6. Control de tamaño de tiro
Por lo general, durante el proceso de moldeo por inyección de plástico ABS, cada tamaño de inyección solo alcanza el 75 % del tamaño de inyección estándar. Para mejorar la calidad del producto, así como la estabilidad dimensional, el brillo de la superficie e incluso el color, se requiere que el tamaño de la inyección sea el 50 % del tamaño estándar.
7. Selección de molde de inyección
Puede seleccionar la máquina de inyección estándar (la relación entre la longitud y el diámetro del tornillo es de 20:1, la relación de compresión es superior a 2 y la presión de inyección es superior a 150 MPa). Si se utiliza un masterbatch o el producto tiene un alto requerimiento de apariencia, se puede seleccionar el tornillo de menor diámetro. La fuerza de sujeción debe identificarse según 4700 – 6200 t/m2, según el grado de plástico específico y los requisitos del producto.
Tipo de puerta de moldeo por inyección de plástico
Para el diseño de moldes de inyección de plástico, uno de los factores más importantes es cómo y dónde debe ubicarse la compuerta. A medida que se abre el molde, la puerta es donde el plástico fundido fluye hacia la pieza final. Sirve como límite entre la pieza y el desecho, por lo que su ubicación, tamaño y forma juegan un papel importante en cómo debe construirse todo, desde la integridad estructural hasta la apariencia exterior del producto terminado. A continuación se muestra el tipo de puerta que elegimos a menudo.
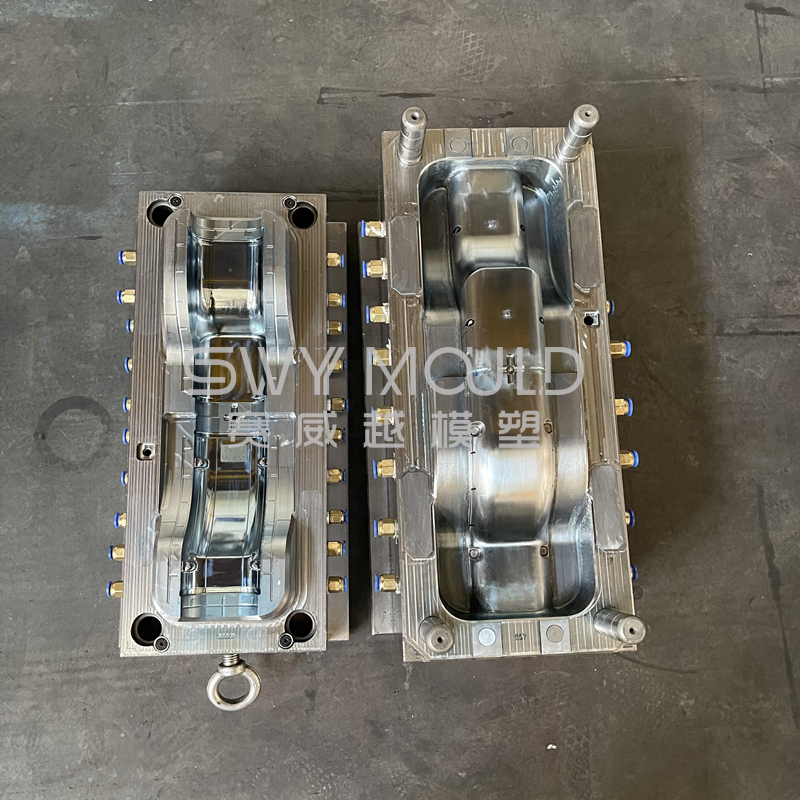
1. Puerta directa/puerta de bebedero
Ventajas:
* Poca pérdida de presión;
* Fácil preparación.
Contras:
* Alto estrés alrededor de la puerta;
* La puerta (corredor) debe recortarse manualmente;
* Quedarán cicatrices evidentes en la superficie.
Solicitud:
* Adecuado para la producción de piezas de plástico en forma de barril grandes y profundas. Sin embargo, la deformación puede ocurrir fácilmente debido a la contractibilidad y la tensión cuando se aplica sobre piezas de plástico poco profundas y planas.
* Para piezas de plástico que no permitan marcas de compuerta en el exterior, la compuerta se puede diseñar en la superficie interna de las piezas.
2. Puerta lateral
Ventajas:
* Estructura simple, fácil procesamiento;
* Más fácil de quitar la puerta.
Contras:
* No se permite la separación automática de la pieza y la puerta;
* Las marcas de puerta se dejan fácilmente en la parte de plástico.
Parámetros:
* Ancho de puerta W = (1,5~5,0) mm. Por lo general, W = 2H, que se puede aumentar adecuadamente para piezas de plástico grandes y transparentes.
* Altura H = (0,5~1,5) mm. Hablando específicamente, por lo general, H = (0.4~0.6)d para ABS y HIPS comúnmente vistos. Entre ellos, d se refiere al espesor de pared básico de la pieza de plástico; H = (0,6~0,8)d para materiales con poca fluidez, como PC y PMMA; la altura de entrada sugerida para POM y PA es H = (0.6~0.8)d, para ayudar a evitar marcas de contracción y arrugas al garantizar suficiente retención de presión porque, aunque estos materiales poseen buena fluidez, se solidifican muy rápido con mayor contractibilidad; para materiales como PE y PP, la altura de la puerta H = (0.4~ 0.5)d, porque la puerta de tamaño pequeño es útil para el adelgazamiento por cizallamiento del plástico fundido, lo que reduce la pegajosidad.
Solicitud:
Adecuado para la producción de piezas de plástico de varias formas, pero no se seleccionará para piezas delgadas en forma de barril.
3. Puerta de pestañas
Ventajas:
* Es una forma evolucionada de la puerta lateral, por lo que comparte las diversas ventajas de la puerta lateral;
* Es una compuerta de impacto típica que puede prevenir eficazmente el chorro de plástico fundido.
Contras:
* No se permite la separación automática de la pieza y la puerta;
* Las cicatrices obvias de la puerta se dejan fácilmente en la superficie.
Parámetros:
Consulte los parámetros de la compuerta lateral para la aplicación.
Solicitud:
Indicado para piezas plásticas planas que imponen requisitos de acabado superficial.
4. Puerta del ventilador
Ventajas:
* La distribución horizontal del plástico fundido es más uniforme al pasar por la compuerta, lo que ayuda a reducir la tensión de la pieza de plástico;
* Reducir la posibilidad de que entre aire en la cavidad, para evitar la aparición de defectos, como líneas plateadas y burbujas, etc.
Contras:
* No se permite la separación automática de la pieza y la puerta;
* Quedan marcas largas en el borde de la pieza de plástico, que debe aplanarse con una herramienta.
Parámetros:
* La altura comúnmente utilizada H = (0.25~1.60) mm;
* Ancho W = 8,00 mm a ¼ del ancho de la cavidad en el extremo de la puerta.
* El área de la sección de la puerta debe ser mayor que la del sub-corredor.
Solicitud:
Generalmente se utiliza para la producción de piezas de plástico anchas pero delgadas, así como piezas de plástico transparentes y de poca fluidez, como PC y PMMA, etc.
5. Puerta submarina
Ventajas:
* Opciones flexibles de ubicación de la puerta;
* Se permite la separación automática de la pieza y la puerta;
* Marcas de puerta más pequeñas;
* Aplicable tanto para moldes de 2 placas como de 3 placas.
Contras:
* El polvo de plástico se arrastra fácilmente en la posición de la puerta;
* La marca de estrés se crea fácilmente en la entrada de agua;
* Las películas de plástico deben cortarse manualmente;
* Gran pérdida de carga desde la compuerta a la cavidad.
Parámetros:
* Diámetro de la puerta d = 0,8~1,5 mm;
* La dirección del flujo de plástico y la dirección vertical forman un ángulo entre 30° y 60°;
* La conicidad b está entre 15° y 25°;
* Distancia a la cavidad A = (1,5~3,0) mm.
Solicitud:
Indicado para piezas de plástico que no permiten marcas de puerta expuestas en el exterior. Para un molde de múltiples cavidades, las resistencias de la puerta a cada cavidad deben mantenerse lo más cerca posible, para evitar el flujo viscoso y obtener un mejor equilibrio del flujo.
6. Puerta de plátano
Ventajas:
* Se permite la separación automática de la pieza y la puerta;
* El área de la puerta no necesita procesamiento adicional;
* No se dejarán marcas de puerta en el exterior de las piezas de plástico.
Contras:
* Pueden aparecer marcas de estrés en la superficie;
* Procesamiento complicado;
* Se rompe fácilmente y, por lo tanto, bloquea la puerta si no se diseña adecuadamente.
Parámetros:
* A = aprox. 2,5D;
* Φ2.5min* se refiere a la transición gradual del extremo grande 0.8D al extremo pequeño Φ2.5.
Solicitud:
Normalmente se utiliza para ABS y HIPS, no apto para materiales cristalinos como POM y PBT ni materiales de alta rigidez como PC y PMMA, para evitar que el corredor curvo se rompa y bloquee la puerta.
7. Punto de puerta
Ventajas:
* Opciones flexibles de ubicación de la puerta;
* Se permite la separación automática de la pieza y la puerta;
* Marcas de puerta más pequeñas;
* Bajo estrés alrededor de la puerta.
Contras:
* Alta presión de inyección;
* Estructura complicada, generalmente empleando la estructura de 3 placas.
Parámetros:
* Por lo general, el diámetro de la puerta d = (0,8 ~ 1,5) mm;
* La longitud de la puerta L = (0,8~1,2) mm;
* Para ayudar a sacar la puerta rota desde la raíz, se debe colocar una conicidad para la puerta, a = aprox. 15°~20°;
* La puerta y la corredera están unidas por el arco R1 para garantizar que la parte plástica no se dañe al tirar de la punta de la puerta rota; R2 = (1,5~2,0) milímetro; R3 = (2,5~3,0) milímetro; altura h = (0,6~0,8) mm.
Solicitud:
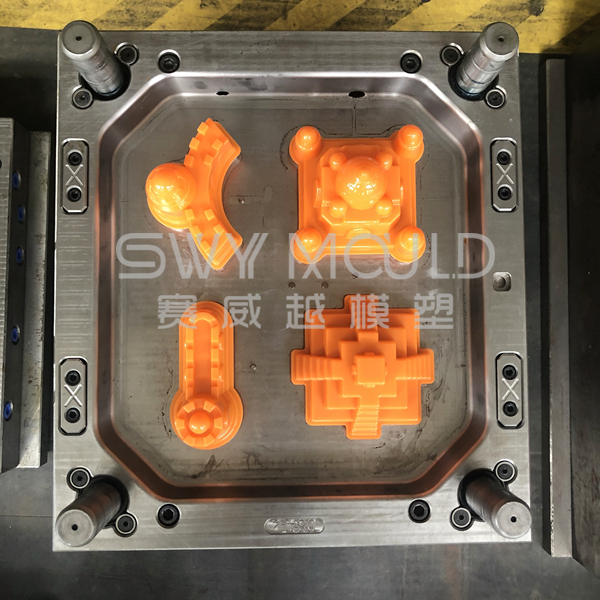
Generalmente se utiliza para la producción de placas grandes y cajas inferiores. La distribución adecuada de la compuerta puede ayudar a reducir la distancia de flujo del plástico fundido y así garantizar una distribución satisfactoria de las marcas de fusión; también se puede utilizar para la producción de piezas de plástico largas en forma de barril para mejorar la ventilación.