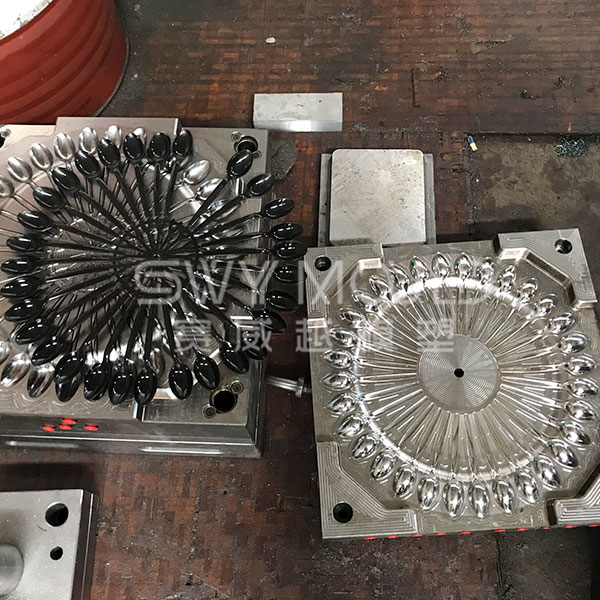
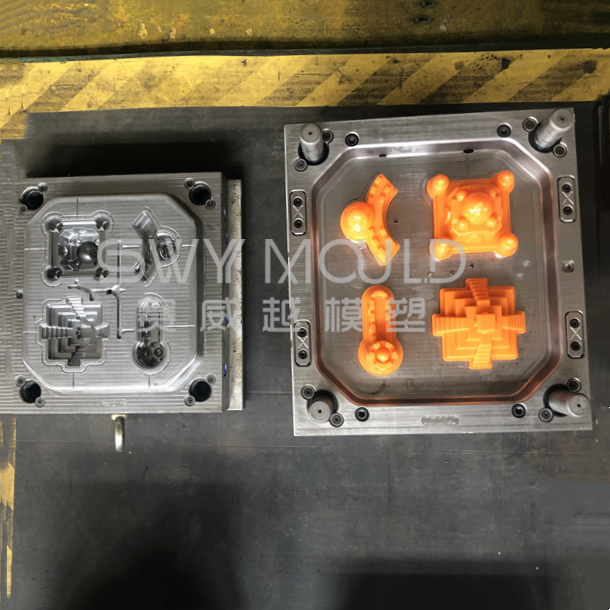
Los moldes de alta calidad primero dependen de un buen diseño del molde.
SWY MOLD tiene una estructura organizativa rigurosa y un proceso de gestión de proyectos científico y ordenado, cuenta con un equipo técnico experimentado en diseño y desarrollo de ingeniería, y utiliza el software de diseño líder en el mundo: UG, SolidWorks, Auto CAD, Pro-E, etc. 2D y 3D completo diseño de productos complejos, dividir y crear dibujos de piezas en 3D. Y use software avanzado para simular el análisis de flujo para garantizar la racionalidad del diseño del molde.
Garantía de calidad en SWY MOLD
En cuanto a la calidad como vida, todas las operaciones en SWY se han llevado a cabo bajo los procedimientos de la norma ISO 9001.
Con equipos de prueba avanzados de alta precisión, 100% de inspección desde la entrada del material hasta el envío.
Equipo de medición:
* Máquina de medición tridimensional
* Máquina de medición bidimensional
* Microscopio
* Altímetro
* Calibradores
* Calibre de aguja, calibre de bloque
* Micrómetro
* Probador de dureza
Análisis del proceso de moldeo por inyección de plástico ABS
Rendimiento del moldeo por inyección de ABS: Generalmente, el punto de fusión del moldeo por inyección de plástico ABS es de aproximadamente 170 ℃ y su temperatura de descomposición es de 260 ℃, con una amplia gama de temperaturas de inyección ajustables. Durante el proceso de moldeo por inyección, la temperatura suele oscilar entre 180 y 240 ℃. Debido a la existencia de caucho, es capaz de absorber una pequeña cantidad de agua, por lo que debe secarse durante la producción: secarse durante 1 o 2 horas a temperaturas entre 80 y 90 ℃; al mismo tiempo, debido a su poca estabilidad térmica provocada por la existencia de caucho, tiende a descomponerse, por lo que es mejor que la materia prima no permanezca demasiado tiempo en el barril durante el moldeo por inyección; aunque la viscosidad del ABS fundido es mayor que la del PS, es capaz de llenar completamente el molde con compuertas y bebederos medios; el producto a menudo genera electricidad estática, que tiende a atraer polvo y suciedad; el rango de contracción es del 5‰ y el valor límite de desbordamiento es de 0,05 mm.
1. Proceso seco de material plástico ABS.
Debido a su característica de absorción de humedad y sensibilidad a la humedad, el plástico ABS debe secarse completamente y precalentarse antes de procesarse.
que no solo ayuda a eliminar las burbujas de fuegos artificiales y las líneas plateadas en la superficie causadas por la humedad, sino que también facilita la plastificación, lo que reduce el sombreado del color y el patrón de nubes en la superficie del producto. El contenido de humedad en el material ABS en bruto debe mantenerse por debajo del 0,13 %. Condiciones de secado previas a la inyección: secar en condiciones de temperatura de 75 a 80 ℃ durante 2 a 3 horas en estaciones secas o en invierno; y en condiciones de temperatura de 80 a 90 ℃ durante 4 a 8 horas en verano o días lluviosos. Se necesitará mucho tiempo para secar el material, es decir, hasta 8 a 16 horas, si el producto requiere un brillo excelente o presenta una estructura compleja. Debido al hecho de que el patrón de nubes en la superficie del producto causado por la pequeña cantidad de humedad a menudo se ignora, es mejor convertir la tolva de la máquina en un secador de viento caliente, para evitar que el material ABS seco absorba la humedad. de nuevo en la tolva. Sin embargo, este tipo de tolva necesita un mejor control de la humedad, así como la prevención del sobrecalentamiento durante la interrupción ocasional de la producción. La proporción de materiales reciclados no puede exceder el 30%, mientras que la aplicación de materiales reciclados no está permitida para el ABS de grado galvánico.
2. Temperatura de inyección de material plástico ABS.
Para el moldeo por inyección de plástico ABS, la relación entre la temperatura y la viscosidad del fundido es diferente de la de otros polímeros amorfos. En el proceso de fusión, la temperatura sigue aumentando y la viscosidad del fundido cae en un rango muy limitado. Una vez alcanzada la temperatura de plastificación (rango de temperatura de procesamiento adecuado, como 220 - 250 ℃), si la temperatura se mantiene aumentando a ciegas, el material ABS con poca estabilidad térmica definitivamente experimentará descomposición térmica, lo que puede aumentar la viscosidad, haciéndolo más difícil para el moldeo por inyección, al tiempo que afecta las propiedades mecánicas del producto. Por tanto, aunque la temperatura de inyección del ABS es superior a la de algunos otros materiales plásticos, como el PS, no disfruta de un rango de temperatura más amplio que este último. Para algunas máquinas de inyección con un control deficiente de la temperatura, cuando se ha fabricado una cierta cantidad de productos ABS, tienden a encontrarse gránulos de coque amarillos o marrones, más o menos, en el producto. Además, es muy difícil resolver este problema mediante la adición de nuevos materiales o medios de disparos vacíos. La razón es que los plásticos ABS contienen butadieno, por lo que en condiciones de alta temperatura, cuando algunos gránulos de plástico se adhieren firmemente a algunas superficies difíciles de limpiar, como las ranuras de los tornillos, serán propensos a la descomposición y carbonización si se calientan. por mucho tiempo. Dado que el funcionamiento en condiciones de temperatura más alta puede causar problemas al ABS, es necesario controlar la temperatura de cada sección del cilindro. Por supuesto, se aplican diferentes temperaturas de molde a los materiales ABS de diferentes tipos y composiciones. La temperatura de una máquina de inyección de émbolo se mantiene entre 180 y 230 ℃, mientras que la de una máquina de moldeo por inyección de tornillo se mantiene entre 160 y 220 ℃. Vale la pena mencionar que la temperatura de procesamiento del ABS es bastante alta, mientras que es muy sensible a los cambios de varios factores del proceso, por lo que es de gran importancia controlar la temperatura en la parte delantera del cilindro y en la parte de la boquilla. Se ha demostrado que cualquier ligero cambio en estas dos partes puede reflejarse en el producto. Cuanto más drástico sea el cambio de temperatura, más defectos se producirán, incluidas líneas de soldadura, poco brillo, destellos, adherencia del producto y decoloración.
3. Presión de inyección de material plástico ABS.
La viscosidad del ABS es mayor que la del PS o MPS, por lo que se requiere una mayor presión de inyección durante el proceso de moldeo por inyección. Por supuesto, no todos los productos ABS requieren la aplicación de alta presión. Se puede aplicar una presión de inyección más baja a productos pequeños, de estructura simple o gruesos. Durante el moldeo por inyección, el nivel de presión en la cavidad en el momento del cierre de la compuerta a menudo juega un papel fundamental en la definición de la calidad de la superficie y el nivel de defectos de la línea plateada. Una presión demasiado baja conducirá a una alta tasa de contracción del plástico y creará una mayor oportunidad para que el plástico se libere de la superficie de la cavidad, lo que provocará un patrón de nubes en la superficie del producto. Si la presión es demasiado alta, aumentará la fricción entre el plástico y la superficie de la cavidad, lo que provocará la adhesión del molde.