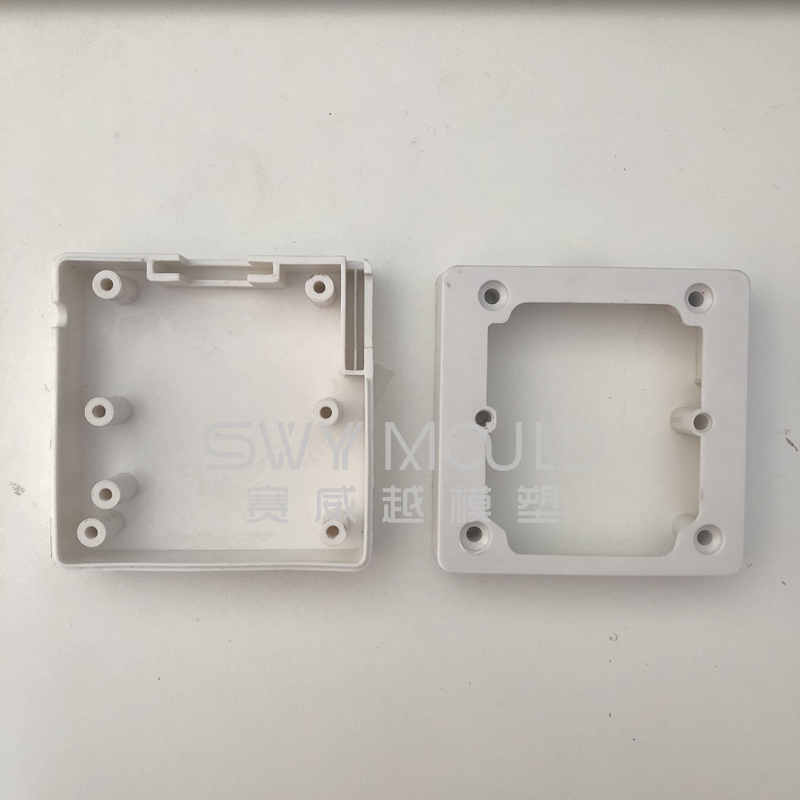
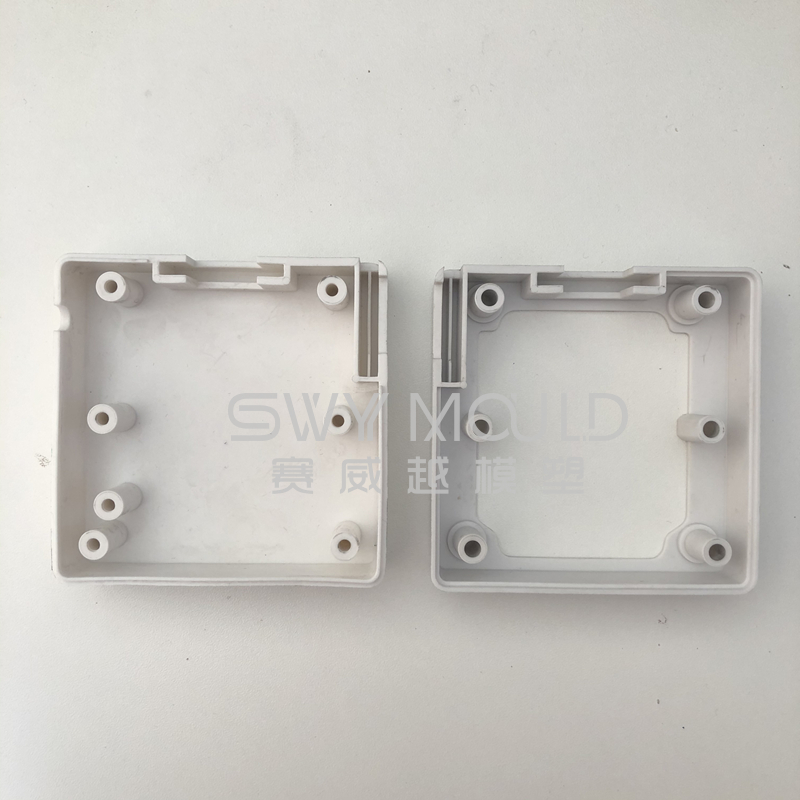
La vía para buses es ahora el sistema de distribución de energía eléctrica líder en la industria para los mercados de centros de datos / de misión crítica, minoristas, industriales y de educación superior, o para cualquier instalación donde se necesite energía flexible. El cable eléctrico se almacenará en la vía de bus de la vía, cuando necesite usar el enchufe, solo tendrá que mover el enchufe y no colocará mucho cable eléctrico por encima del suelo. Hay carriles de acero y carriles de plástico, el de acero es más caro. SWY MOLD puede fabricar carriles de bus de plástico para usted, haremos moldes de inyección de plástico y, si lo necesita, también hacemos producción en masa para usted, como este cliente.
Servicio de producción en masa en SWY MOLD
SWY MOLD es un fabricante de moldeo por inyección de plástico de servicio completo en fabricación personalizada. Con nuestros experimentados fabricantes de herramientas y montadores, podemos lograr una producción óptima de productos en un mínimo de tiempo. Su producto se moldea según sus especificaciones y se somete a nuestro departamento de inspección de calidad para garantizar precisión y calidad en todo momento. Hay diferentes máquinas de inyección de tonelaje para sus productos, también SWY ofrece reparación y mantenimiento de moldes de plástico de inyección en el lugar.
Nuestros clientes nos permiten personalizar el molde y luego la producción en masa. Cada mes les enviaremos una determinada cantidad de productos. Podemos proporcionar diferentes métodos de envasado para diferentes necesidades de ejecución de control o producción en masa de acuerdo con las necesidades del cliente.
Si desea vender sus propios productos de plástico, pero ahora no tiene más dinero para comprar máquinas de moldeo por inyección de plástico. Eso no importa, SWY MOLD desea ayudarlo, haremos moldes de plástico y los produciremos en masa para usted. Solo necesita vender más productos, le proporcionaremos suficientes productos.
Puntos de proceso de moldeo por inyección de plástico PVC
El PVC, es decir, el cloruro de polivinilo, es un material plástico multicomponente que a menudo se aplica en forma de gránulos. Además del polvo de resina de PVC mencionado anteriormente, se necesitan algunos otros componentes, p. agregando un plastificante para mejorar su fluidez, agregando un estabilizador para mejorar su estabilidad térmica, agregando lubricante para mejorar su desempeño de desmoldeo, así como rellenos, colorantes y agentes de acoplamiento. En virtud de las diferentes proporciones de los diferentes componentes, se crean así gránulos de PVC de diferentes propiedades mecánicas y diferente dureza, que generalmente adopta la clasificación IP. El PVC se presenta en dos formas básicas: rígido y flexible.
Aquí SWY desea informarle los puntos del proceso de moldeo por inyección de plástico PVC.
1. Secado
Debido a la existencia de iones de cloro, el material de PVC absorbe ligeramente la humedad, por lo que debe secarse en condiciones de temperatura de 75 a 90 ℃ durante aproximadamente 1,5 a 2,5 h antes de que comience la producción.
2. Temperatura de fusión
La temperatura de fusión es uno de los parámetros de proceso más importantes para el procesamiento de PVC. Si no se fija adecuadamente, puede producirse la descomposición del material. El PVC es un polímero amorfo que no posee un punto de fusión claro. Por lo general, se derrite cuando se calienta a 120 - 145 ℃, pero es capaz de emitir humos de cloruro de hidrógeno (HCl) por debajo de 150 ℃ y emite una gran cantidad de HCl cuando se calienta a 180 ℃. Dado que emite gas venenoso durante el proceso de moldeo por inyección, se necesitan muchos estabilizadores térmicos antes de que comience el proceso. El alcance ajustable de la temperatura de inyección es bastante estrecho. Durante el moldeo por inyección de plástico, la temperatura comúnmente utilizada es entre 140 y 160 ℃; a veces la temperatura puede alcanzar hasta 190 ℃, pero el tiempo de inyección debe mantenerse dentro de los 20 minutos, o el material se descompondrá gravemente. Dado que la temperatura de inyección del material está cerca de la temperatura de descomposición, durante la inyección, la temperatura debe mantenerse lo más baja posible y el ciclo de inyección lo más corto posible, a fin de minimizar el tiempo que el material permanece en el cilindro.
Parámetros de temperatura del material - fase I: 160 - 170 ℃, fase II: 160 - 165 ℃, fase III: 140 - 150 ℃. Debido a su escasa estabilidad térmica, el PVC emite cloruro de hidrógeno (HCl) si se calienta en el barril durante demasiado tiempo, lo que hará que el plástico se vuelva amarillo o manchas negras en la superficie del producto. Además, el HCl puede erosionar la cavidad, por lo que las esquinas muertas de la cavidad del molde y el cabezal de la máquina deben limpiarse con frecuencia.
3. Temperatura del molde
Mantenga la temperatura del molde lo más baja posible (por lo general, la temperatura del molde se mantiene entre 30 - 45 ℃), acorte el ciclo de inyección y reduzca la deformación del producto después de la expulsión para piezas de tamaño pequeño, use calibrador y controlador de contracción para corregir y controlar la deformación cuando necesario.
4. Corredor y puerta
El PVC presenta una fluidez deficiente, por lo que la compuerta del molde y el corredor deben ser lo más grandes, cortos y gruesos posible, con un espesor de pared del producto de más de 1,5 mm, para minimizar la pérdida de presión y llenar la cavidad lo antes posible. En general, es más apropiado aplicar alta presión y baja temperatura (presión de inyección superior a 200 MPa, contrapresión entre 0,5 y 1,5 MPa, la presión de mantenimiento es del 20% al 30% de la presión de inyección).
La masa fundida de PVC presenta una alta viscosidad, con una pequeña relación de longitud de flujo a espesor, por lo que puede ocurrir un llenado insuficiente para productos de paredes delgadas. Por lo tanto, se deben minimizar los tamaños de puertas y corredores. La tasa de contracción es de 4 ‰ y el valor límite de desbordamiento es de 0,05 mm. Si se van a producir piezas de pequeño tamaño, es mejor elegir la compuerta puntual o la subpuerta; para piezas más gruesas, una compuerta de ventilador es una mejor opción. El diámetro mínimo de la compuerta puntual o subpuerta es de 1 mm, y el grosor de la compuerta del ventilador no debe ser inferior a 1 mm.
5. Otros factores
La presión de inyección puede alcanzar los 150 MPa; La presión de mantenimiento puede alcanzar los 100 MPa. Velocidad de inyección: debe emplearse una velocidad de inyección adecuada para evitar la descomposición del material.
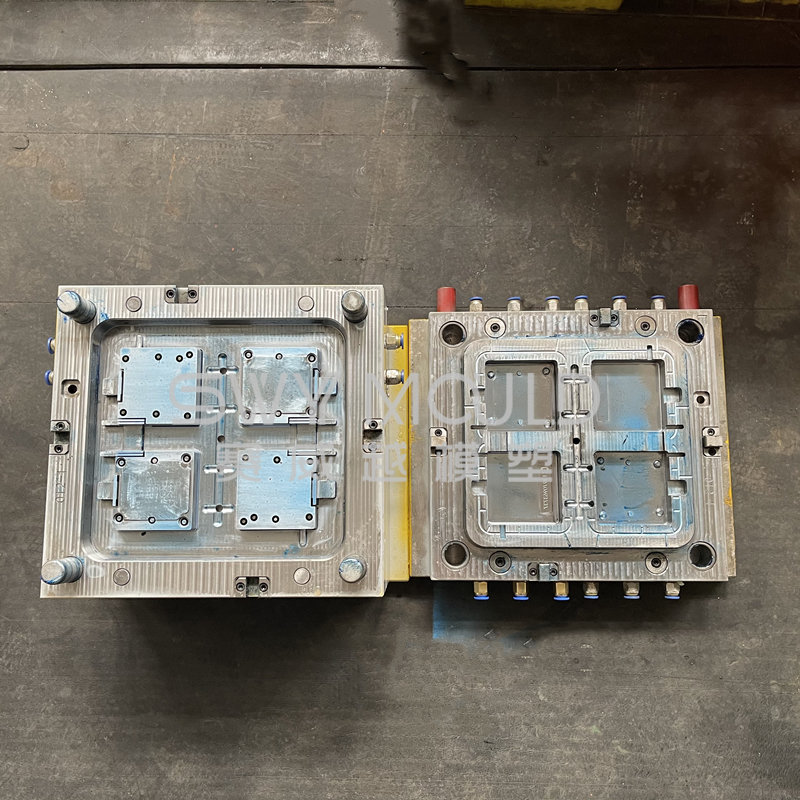
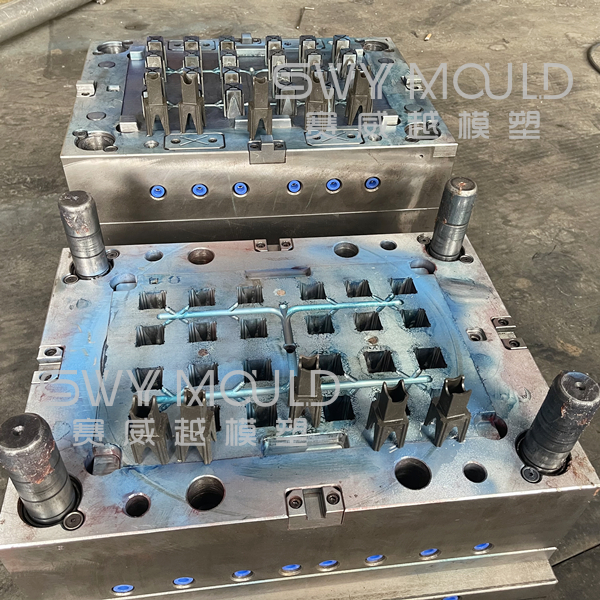
La base del molde del molde del panel del zócalo de la vía de distribución del camión de plástico
La base del molde es un nombre completo que se utiliza para las piezas que contienen la cavidad para el molde de inyección de plástico y también tiene la función de instalar directamente el molde en la máquina de moldeo por inyección de plástico.
La base del molde es un conjunto de piezas que constituyen la parte periférica exterior de un molde de inyección de plástico y está constituida principalmente por las siguientes partes:
1. Media placa de retención fija
2. Base de medio molde fija
3. Medio plato móvil del molde
4. Bloques espaciadores
5. Placa de expulsión (superior)
6. Placa de expulsión (inferior)
7. placa de retención de la mitad móvil
8. Placa de separación del corredor (en el caso de una estructura de 3 placas)
Aunque anteriormente todas las partes constituyentes de una base de molde se diseñaron y fabricaron según las necesidades, las bases de molde estándar se han generalizado recientemente y se están utilizando en todo el mundo. En el caso de moldes de gran tamaño o moldes de pequeño tamaño, incluso en la actualidad, se están diseñando individualmente para cada molde.
Aunque los estándares para bases de moldes se han preparado en Japón en unidades métricas, todavía se están preparando en unidades de pulgadas en los EE. UU. En Europa, como en Japón, es común prepararlos en unidades métricas.
Los siguientes dos tipos de estructuras son los más utilizados para la estructura de una base de molde:
1. Estructura de 2 placas
2. Estructura de 3 placas
La selección entre estas dos estructuras está determinada por el método de la puerta utilizada. Al adoptar una estructura de puerta puntual, siempre se utiliza la estructura (2). En el caso de una puerta lateral o una puerta de túnel, la estructura (1) se utiliza normalmente.
El material para las partes constituyentes de la base del molde es generalmente el acero al carbono para la construcción de máquinas (S55C, 220C, etc.) y se usa con mayor frecuencia en estado no endurecido. En aplicaciones especiales, a veces se usa acero preendurecido, acero inoxidable o una aleación de aluminio. Una base de molde que se utiliza en combinación con piezas accesorias como pasadores de guía, casquillos de guía, pasadores de retorno, etc.