La mayoría de los moldes para electrodomésticos pequeños son piezas de plástico, por lo que el ciclo de producción de los productos depende del ciclo de producción de los moldes de plástico. En este documento, la cafetera moldea, utilizando un software CAD / CAM más maduro del mercado: el software de análisis de flujo de moldes Moldflow, analiza el llenado, la compuerta, el enfriamiento y la deformación del molde, y gana más tiempo valioso para el diseño de mejora del molde.
Proceso de piezas de plástico de análisis de moldes de cafeteras
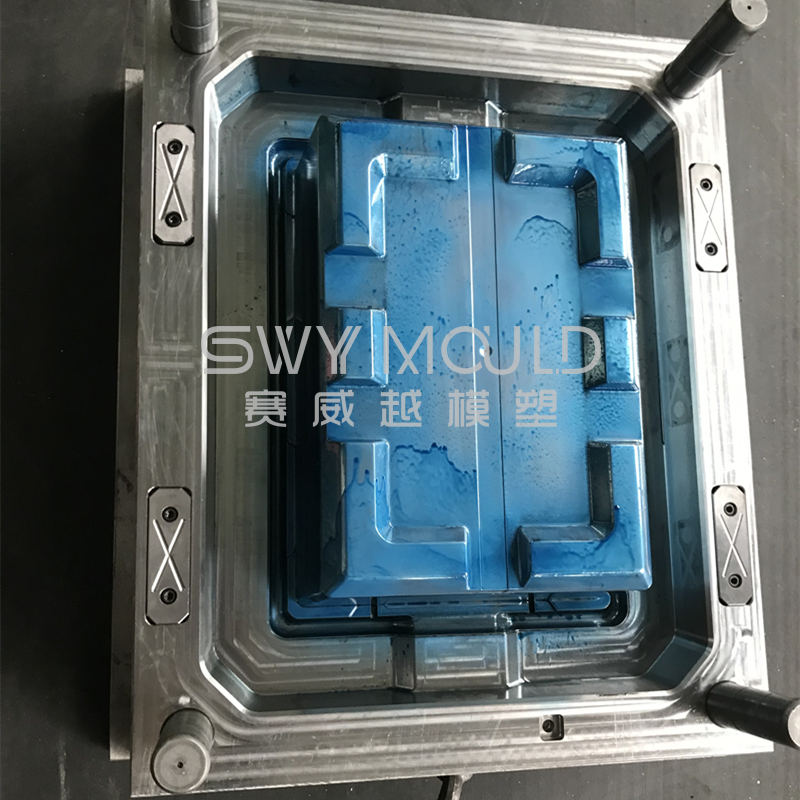
La figura 1 (a) es una vista tridimensional del molde de la cafetera y la figura 1 (b) es una vista bidimensional. El tamaño de la pieza de plástico es más grande de 360 × 270 × 170 mm.
La pared es delgada, la estructura es complicada, el interior tiene una hebilla invertida, un cilindro delgado (agujero de tornillo), asimetría superior e inferior, asimetría izquierda y derecha, etc., que traen muchos factores inciertos a la presión de llenado y otros eslabones. Las superficies interior y exterior de las piezas de plástico no son lisas, la dificultad para fabricar y formar moldes también aumenta en cierta medida. El material plástico utiliza ABS (copolímero de acrilonitrilo-butadieno-estireno), que tiene una alta viscosidad de fusión, es sensible a la temperatura y la velocidad de corte, y requiere una mayor fabricación de moldes. Por lo tanto, para mejorar la tasa de éxito del modo de prueba, es particularmente importante realizar un análisis de flujo del molde en el proceso de diseño de las piezas de plástico antes del procesamiento del molde.
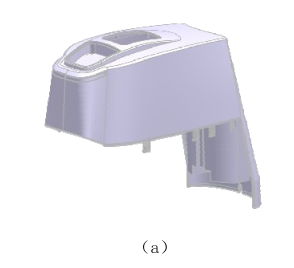
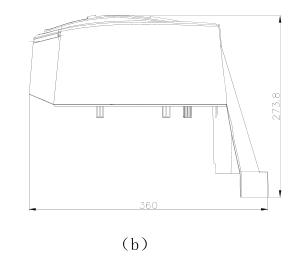
Figura 1 molde de máquina de café
Análisis de flujo de moldes del molde de la carcasa de la cafetera de plástico
1. Procesamiento previo del modelo de elementos finitos
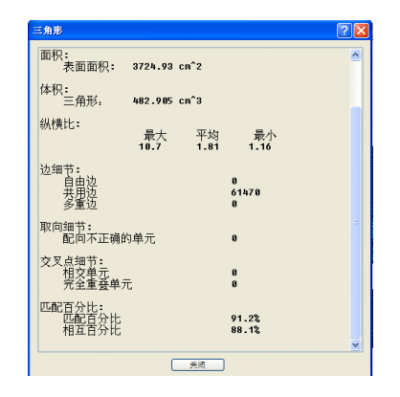
Utilice el software UG para completar el modelo 3D de la pieza de plástico, expórtelo al formato x_t y luego importe este archivo a través de AMDL que viene con CAD DOCTOR, realice un proceso de simplificación y reparación en el software CAD DOCTOR, como eliminar caras duplicadas, bordes libres , líneas cortas, superficie rota, etc., para simplificar estructuras pequeñas que no afectan el análisis, como pasos dentro de 1 mm, esquinas redondeadas por debajo de 1 mm. Después de la fabricación del molde, impórtelo a Moldflow para el mallado. Se utiliza malla de doble capa. La relación de aspecto máxima del triángulo debe controlarse por debajo de 13, la relación de aspecto promedio se controla por debajo de 10, el borde libre, los bordes múltiples son 0, la cara desalineada debe ser 0, la unidad de intersección y la unidad de superposición completa son 0, la coincidencia El porcentaje se controla en alrededor del 90% y el modelo cumple completamente con los requisitos requeridos.
La Figura 2 muestra las estadísticas de la cuadrícula.
2. Análisis de la ubicación de la puerta
La elección de la ubicación de la puerta juega un papel crucial en el diseño del molde. Afecta directamente a la forma y velocidad de flujo del frente de plástico fundido, lo que afectará al alabeo de las piezas de plástico y tendrá una influencia muy obvia en las líneas de soldadura y también juega un papel decisivo en la retención de la presión. En particular, la inyección de compuerta múltiple debe considerar la posición de la compuerta, controlar el modelo de flujo de llenado de masa fundida y evitar la sobrepresión. Este molde utiliza dos puertas para alimentar el pegamento. Debido a la particularidad de las piezas de plástico, el pegamento no está equilibrado. La figura 3 es un diagrama de la ruta de llenado de los extremos, en el que se puede ver que el tiempo de llenado en cada uno de los extremos más distales del modelo es incompatible con el molde de la cafetera.
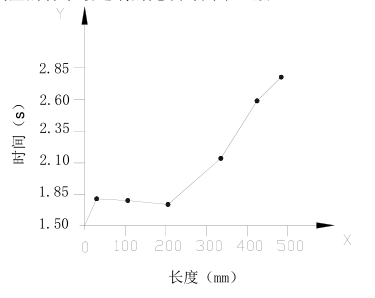
Figura 3 Gráfico de ruta de llenado
3. Análisis del sistema de corredores
El moho es uno de uno, y el sistema de canales es relativamente simple. Sin embargo, también es necesario asegurarse de que las piezas de plástico se puedan llenar sin problemas, se garantiza que la tasa de flujo y la tasa de entrada estén por debajo de la tasa máxima de cizallamiento del material. Para ahorrar costos, el diseño del tamaño del flujo es lo más pequeño posible. Por lo tanto, el canal principal tiene un diámetro de agujero de 4 mm y un ángulo de inclinación de 1 °. Canal de derivación hecho grande (12 mm) y pequeño (8 mm). Para reducir la presión de llenado y retención, se redujo la velocidad de cizallamiento, el ancho de la compuerta es de 6 mm y el espesor es de 2.5 mm. La tasa de corte medida es de hasta 26897 S-1, que cumple con la tasa de corte máxima de 50000 S-1, como se muestra en la Figura 4.
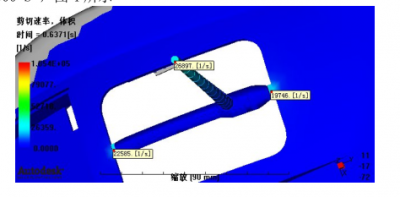
Figura 4 Tasa de cizallamiento
4. Análisis de llenado
El análisis de llenado es muy importante en todo el análisis de simulación. Simula el llenado de toda la pieza de plástico. Puede encontrar muchos problemas antes de la prueba y puede corregirse a tiempo.
La figura 5 es un mapa de temperatura del frente de flujo. Se puede ver en la figura que es básicamente consistente, lo que indica que el proceso de llenado no está obstruido y el proceso es suave por Moldflow.
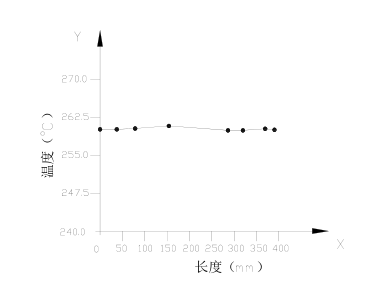
Figura 5 Gráfico de trayectoria de temperatura frontal
La figura 6 es un diagrama de esfuerzo cortante superficial, el valor máximo es 0. 1167MPa, el límite elástico del material es 0. 3MPa, de acuerdo con la primera teoría de resistencia, se sabe que la condición se satisface y es segura.
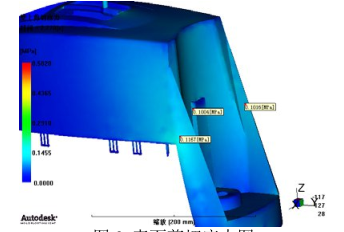
Figura 6 Esfuerzo cortante superficial
5. Presión de empaque - análisis de alabeo
La figura 7 muestra el diagrama de tiempo-presión en el lugar de la inyección, que muestra la presión en el lugar de la inyección desde el final de la bodega. Encontró que el valor máximo de la presión de inyección es más alto que el valor de la presión en el momento de la conmutación de inyección / mantenimiento de presión. Esto indica que hay una pérdida parcial de presión durante el proceso de fabricación del molde, se encontró que un extremo del relleno se apretó y una parte de la presión se consumió.
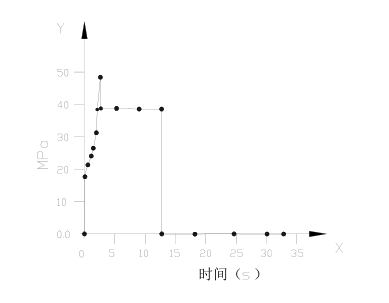
Figura 7 Gráfico de tiempo: presión
La figura 8 es un diagrama de trayectoria de presión cuando se realiza un interruptor de mantenimiento de presión / inyección. La diferencia de presión es de unos 25 MPa como máximo. La razón se debe principalmente a la forma de la pieza de plástico y la limitación de la entrada de cola. El tiempo de moldeo del extremo de la pieza no puede ser constante, se produce un efecto de compresión, lo que da como resultado una gran diferencia de presión entre la zona de compresión y la zona sin atascos. Por lo tanto, la tensión interna es anormalmente alta y se produce un problema de deformación cuando se enfría. La Fig. 9 muestra el resultado del análisis de alabeo y la deformación máxima por alabeo alcanza 1,3 mm.
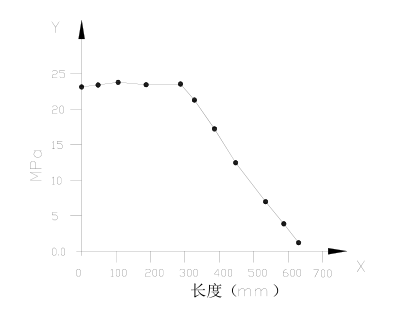
Figura 8 Gráfico de trayectoria de tensión
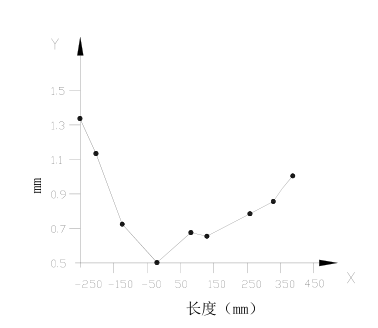
Figura 9 gráfico de ruta de deformación