¿Qué es una cubierta de línea de PVC de CA dividida?
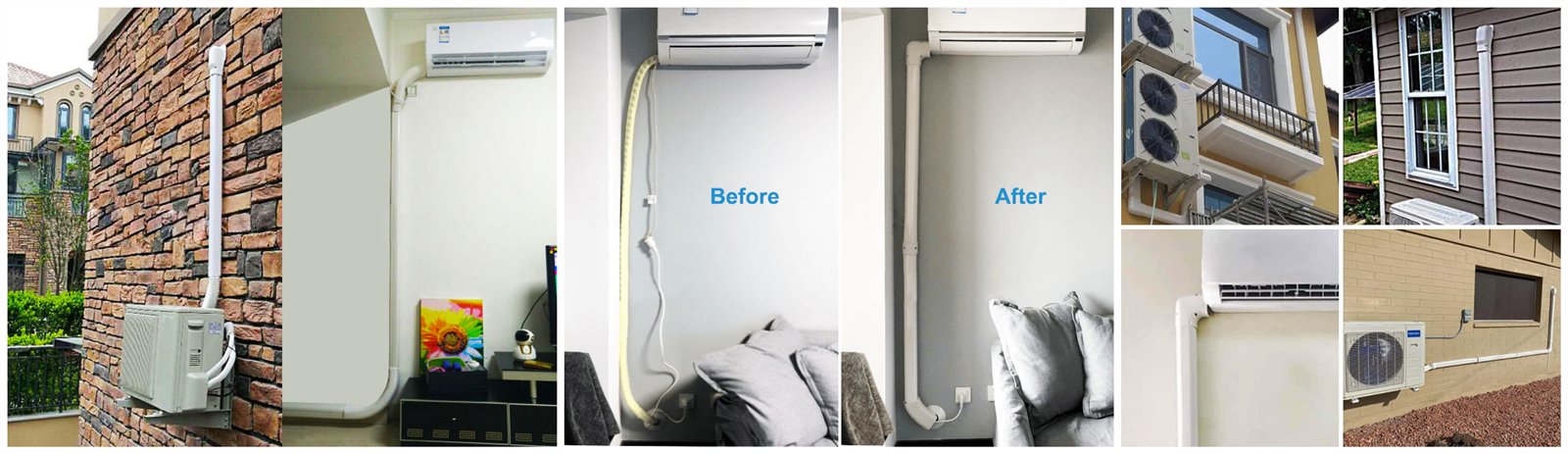
Cada mini-split viene con líneas de refrigerante. Simplemente no hay forma de evitar eso. Estas líneas suelen correr a lo largo de la pared exterior. Para decirlo suavemente, estas líneas mini-split no son agradables a la vista. Es por eso que casi todos los que tienen un mini-split instalado buscan un kit de cubierta de juego de línea de mini-split. Estas son cubiertas decorativas para líneas de refrigerante mini-split, generalmente hechas de plástico PVC duradero.
Lo bueno es que puedes comprar el kit y hacer tú mismo la cubierta del juego de línea de CA mini-split solo con el kit. Esencialmente, puede ocultar las líneas feas como esta:
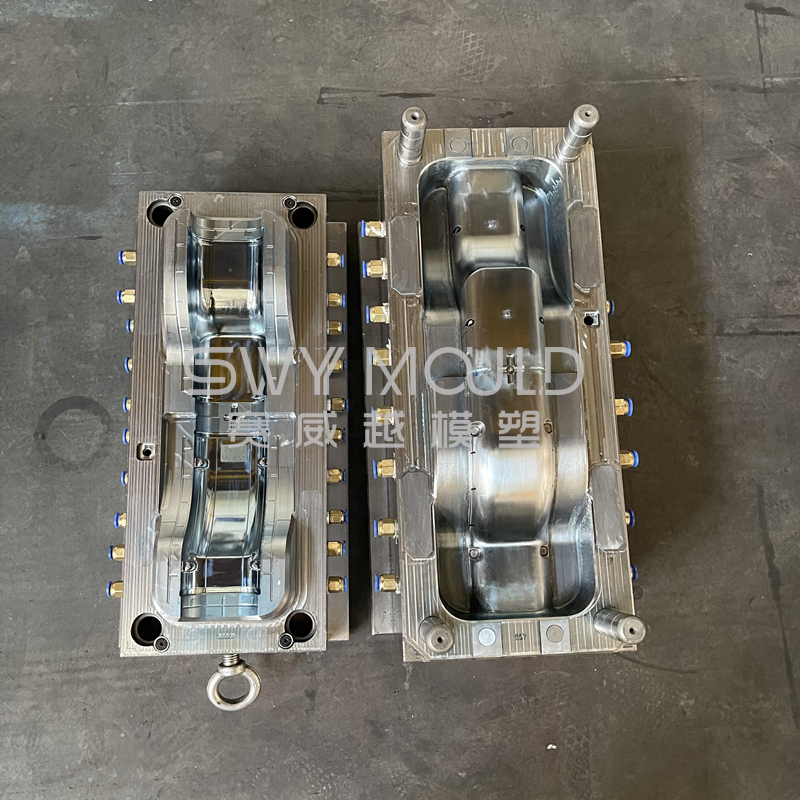
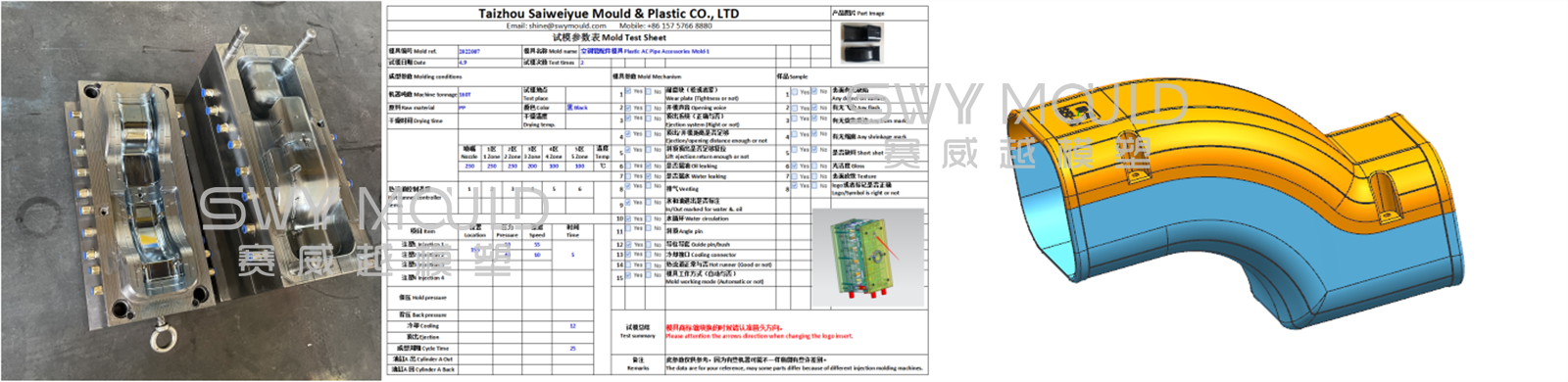
El requisito del diseño del molde de inyección.
1. Análisis en profundidad de la estructura de las piezas de plástico y sus requisitos técnicos. La estructura de la pieza de plástico determina la complejidad de la estructura del molde de inyección. Los requisitos técnicos de la pieza de plástico (precisión dimensional, rugosidad de la superficie, etc.) determinan la dificultad del proceso de fabricación y moldeo del molde de inyección, por lo que no existe un requisito especial para el moldeo por inyección de plástico. Se deben proponer formas estructurales irrazonables, etc., para mejorar el diseño de las piezas moldeadas por inyección; de lo contrario, aumentará la dificultad del diseño y la fabricación del molde de inyección y el proceso de moldeo por inyección.
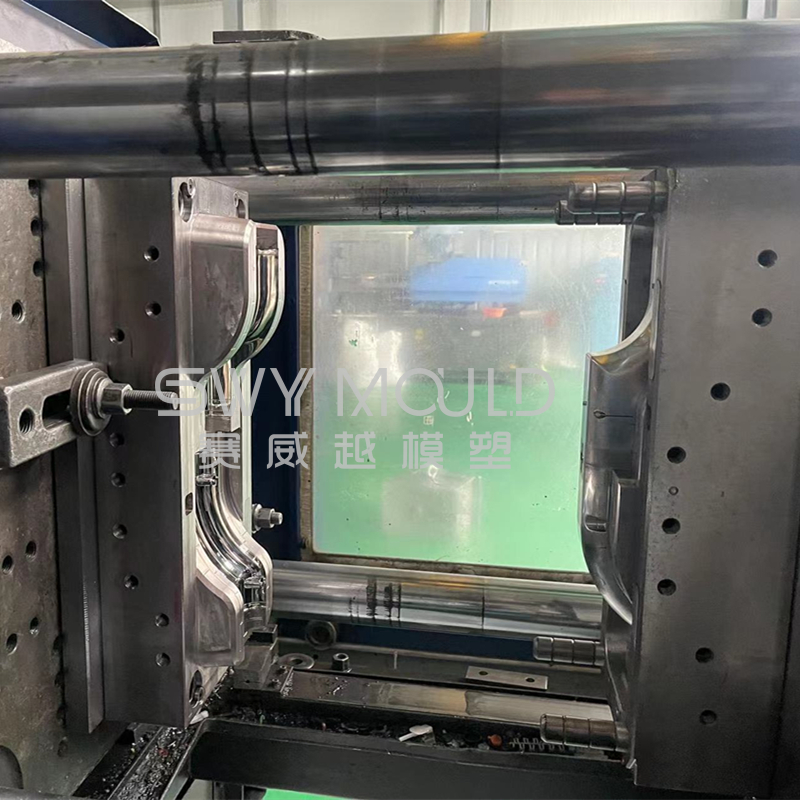
2. Familiarizarse con las especificaciones técnicas de las máquinas de moldeo por inyección. Las especificaciones técnicas de la máquina de moldeo por inyección restringen el tamaño del molde de inyección y la gama de productos de inyección que se pueden moldear.
3. Comprender el rendimiento del procesamiento y el rendimiento del proceso de los plásticos. Incluyendo la posición de flujo del plástico fundido, mayor será la relación de distancia de flujo que el fundido puede lograr: análisis de la resistencia al flujo del corredor y la cavidad, la descarga de aire original en la cavidad del molde y la posible aparición del plástico en la cristalización del molde de inyección, la orientación y la tensión interna causada por ella, la contracción por enfriamiento del plástico y los problemas de compensación, los requisitos de los plásticos para la temperatura del molde de inyección, etc.
4. Teniendo en cuenta el diseño y la fabricación de moldes de inyección, se resuelven principalmente los siguientes problemas:
* La estructura del molde de inyección debe seleccionarse razonablemente.
De acuerdo con los dibujos y los requisitos técnicos de las piezas de plástico, investigue y seleccione los métodos y equipos de moldeo apropiados, combinados con las capacidades de mecanizado de la fábrica, proponga planes de estructura de moldes de inyección, solicite completamente las opiniones de las partes relevantes, realice análisis y debates, a fin de diseñe la estructura del molde de inyección Razonable, confiable y fácil de operar. Cuando sea necesario, de acuerdo con las necesidades del diseño y procesamiento del molde de inyección, se pueden proponer los requisitos para modificar los dibujos de las piezas de plástico, pero se pueden implementar después de obtener el consentimiento del usuario.
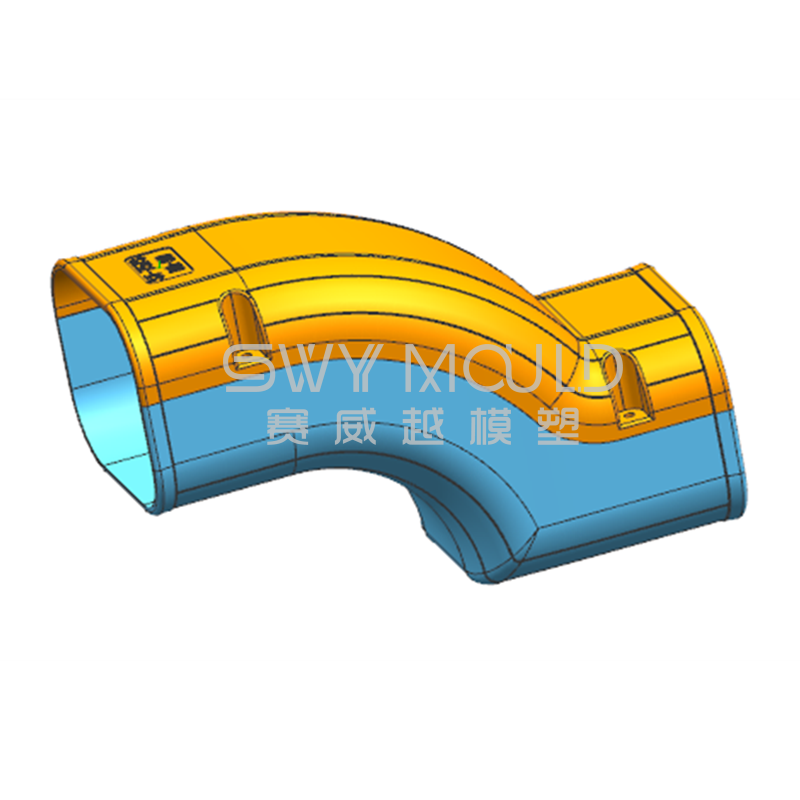
* El tamaño de las piezas moldeadas por inyección debe calcularse correctamente.
Las piezas moldeadas son un factor directo para determinar la forma, el tamaño y la calidad de la superficie de las piezas de plástico, que están estrechamente relacionadas y requieren una atención especial. Al calcular el tamaño de las piezas moldeadas, generalmente se puede usar el método de contracción promedio. Para piezas de plástico con alta precisión y la necesidad de controlar el margen de reparación del molde, se puede calcular según el método de banda de tolerancia. Para piezas de plástico de gran precisión, intente utilizar el método de analogía para calcular la tasa de contracción de la geometría de la pieza de plástico medida en diferentes direcciones. Compensar la influencia de ciertos factores que son difíciles de considerar en teoría.
* El molde de inyección diseñado debe ser fácil de fabricar.
Al diseñar un molde de inyección, intente que el molde de inyección diseñado sea fácil de fabricar y de bajo costo. Especialmente para aquellas piezas moldeadas más complejas, es necesario considerar si utilizar métodos de procesamiento mecánico generales o métodos de procesamiento especiales. Si se utiliza un método de procesamiento especial, entonces cómo ensamblar después del procesamiento, se deben considerar y resolver problemas similares al diseñar el molde de inyección y, al mismo tiempo, se debe considerar la reparación del molde después del molde de prueba, y suficiente reparación del molde se debe dejar margen.
* El molde de inyección diseñado debe ser eficiente, seguro y confiable.
Este requisito implica muchos aspectos del diseño del molde de inyección, como la necesidad de llenar el sistema de inyección, cerrar el módulo, que el efecto de ajuste de la temperatura sea bueno y que el mecanismo de desmoldeo sea flexible y confiable.
* Las piezas del molde de inyección deben ser resistentes al desgaste y duraderas.
La durabilidad de las piezas del molde de inyección afecta la vida útil de todo el molde de inyección. Por lo tanto, al diseñar dichas piezas, no solo se debe requerir el material, el método de procesamiento, el tratamiento térmico, etc., sino que las piezas del pasador, como las varillas de empuje, también son fáciles de atascar. La flexión, la rotura y las fallas resultantes representan la mayoría de las fallas del molde de inyección. Por esta razón, se debe considerar cómo ajustar y reemplazar convenientemente, pero se debe tener en cuenta que la vida útil de las piezas es compatible con el molde de inyección.
* La estructura del molde de inyección debe adaptarse a las características de moldeo del plástico.
Al diseñar un molde de inyección, debe comprender completamente las características de moldeo del plástico utilizado y tratar de cumplir con los requisitos, que también es una medida importante para obtener piezas de plástico de alta calidad.
Control de calidad de moldes de inyección de plástico en SWY MOLD
1. Método de gestión de calidad de moldes de plástico.
Cada proceso de fabricación de moldes de plástico debe cumplir estrictamente con los dibujos y los requisitos del proceso, proporcionar una pieza de trabajo de molde de inyección, un ajustador mediante rectificado, ajuste y confirmación para completar el ensamblaje del molde de acuerdo con las estipulaciones del sistema de calidad.
2. Métodos de control de calidad de procesamiento
SWY MOLD tiene una comprensión integral del molde y la pieza de plástico, con altas habilidades, sentido de responsabilidad e iniciativa. Cada monitor guiará la pieza de trabajo compleja antes del procesamiento de acuerdo con la dificultad del trabajo, y mostrará claramente al personal dónde se debe prestar atención a los puntos clave y hacer marcas. Solo después de la confirmación de la medición de cada proceso, la pieza de trabajo del molde se puede transferir al siguiente proceso.
3. Responsabilidades de cada proceso
El trabajo de procesamiento es procesar el molde de acuerdo con los requisitos de los dibujos.
Bajo la premisa de hacer un buen trabajo en este proceso, para brindar comodidad a otros procesos.
4. Procesar puntos clave de problemas de calidad y contramedidas en SWY
* Puntos problemáticos de diseño de moldes y contramedidas.
* Punto de problema de mecanizado CNC de molde y contramedidas
* Punto de problema EDM (chispa eléctrica) y contramedidas
* Puntos problemáticos de corte de alambre y contramedidas
* Puntos problemáticos del instalador y contramedidas
Comprobación y aceptación del molde de inyección.
Para garantizar que el molde de moldeo por inyección pueda cumplir con el estándar, es necesario considerar las normas aplicables y el esquema de diseño y garantizar su vida útil. Cuando normalmente se completa y se pone en funcionamiento, es necesario garantizar la calidad de la especificación del molde desde los aspectos de la calidad del producto, la estructura del molde y las normas del proceso de moldeo por inyección. Por otro lado, la transformación de los electrodomésticos también ha impulsado el desarrollo profundo de la industria de moldes de plástico para electrodomésticos. En la actualidad, los moldes de moldeo por inyección grandes y finos han recibido cada vez más atención por parte de las empresas. No tiene intención de presentar mayores requisitos y pruebas para la industria nacional de moldes de plástico. Entonces, ¿cómo aceptar el molde de inyección?
1. No se permite que la superficie del producto tenga defectos, falta de material, quemaduras, blanqueamiento, picos, formación de espuma, grietas, horneado y arrugas.
2. En general, la longitud de soldadura del orificio roto anular no debe exceder los 5 mm, y la longitud de soldadura del orificio roto de forma especial debe ser inferior a 15 mm. La resistencia a la compresión de la soldadura se puede probar de acuerdo con el factor de seguridad activa.
3. La apariencia de la superficie no se doblará. En general, la planitud de los productos pequeños es inferior a 0,3 mm.
4. No habrá partículas de aire ni flores de material en la apariencia y, en general, no habrá burbujas en la superficie del molde.
5. La figura geométrica y la precisión de las especificaciones del producto deberán cumplir con lo establecido en el dibujo del troquel o documento tridimensional. La tolerancia dimensional de las partes del eje es negativa, y el espesor de pared promedio generalmente se especifica para el espesor de pared del producto. El espesor de pared no uniforme deberá cumplir con los requisitos especificados en los dibujos de ingeniería.
6. No habrá rasguños en la superficie de la cubierta y la cubierta inferior. Hay orificios, ejes y superficies coincidentes, y se garantizarán las normas de aplicación y espaciado coincidentes. El contenido de la placa de identificación de fábrica del molde está completo. La placa de identificación de la fábrica también se colocará en la parte inferior del encofrado y en el pie del encofrado alrededor del ángulo de referencia.
7. La boquilla de enfriamiento no se extenderá más allá de la superficie del embrión del molde, y el molde de moldeo por inyección se debe producir y procesar con un taladro de cabeza baja. El diámetro del orificio de la cabeza deberá ser de 25 mm, 30 mm y 35 mm respectivamente, el filete del orificio de la tubería deberá ser consistente y deberá haber señales de paso, entrada y salida.