El centro de diseño y desarrollo de SWY MOULD promueve el sistema de evaluación conjunta por parte de expertos y diseñadores de moldes e integra los estándares de diseño de moldes europeos y estadounidenses para garantizar que el diseño esté en su lugar una vez.
Nuestro centro de diseño y desarrollo cuenta con personal de diseño y desarrollo totalmente dinámico e innovador. Su rica experiencia en el diseño de moldes y el dominio de los métodos de diseño modernos les han permitido combinarse perfecta y eficazmente. La empresa cuenta con software avanzado UG, CATIA, WorkNC, AUTOCAD, MOLDFLOW y otros CAD/CAM/CAE, basados en IGES, STEP, DXF y otros formatos de intercambio de archivos, con diseño de concepto de producto, diseño estructural, creación rápida de prototipos, inspección y verificación Medios técnicos para proporcionar a los clientes soluciones completas desde el desarrollo de nuevos productos hasta la fabricación de moldes.
Nuestra tecnología incluyendo:
1. Pro/ENGINEER (Modelado 3D)
2. SolidWorks (Modelado 3D)
3. AutoCAD (Modelado 2D)
4. MoldFlow Mold Advisor (simulación de deformación/flujo de plástico)
5. MasterCAM (Programación CNC)
6. Unigráficos (Programación CNC)
7. Centros de mecanizado CNC
8. CNC EDM (Mecanizado por Electro-Descarga)
9. Máquinas cortadoras de alambre
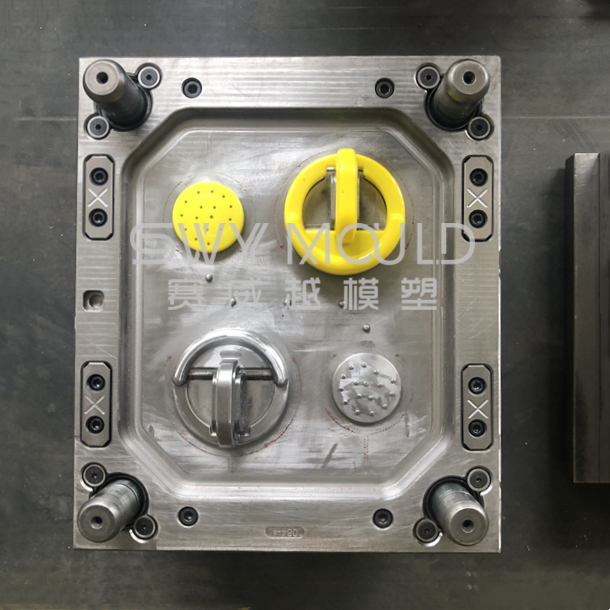
El procedimiento de fabricación de moldes de inyección de juguetes de hervidor de plástico
1. Primero entendemos el requisito exacto de nuestros clientes. Para eso, tomamos referencias de sus bocetos, modelos ficticios, etc. También entendemos cuáles son funcionalmente los puntos más importantes en ese producto, es decir, la forma, el tipo de bisagra, el tipo de dosificación, el ajuste con otro producto de encuentro, etc. .
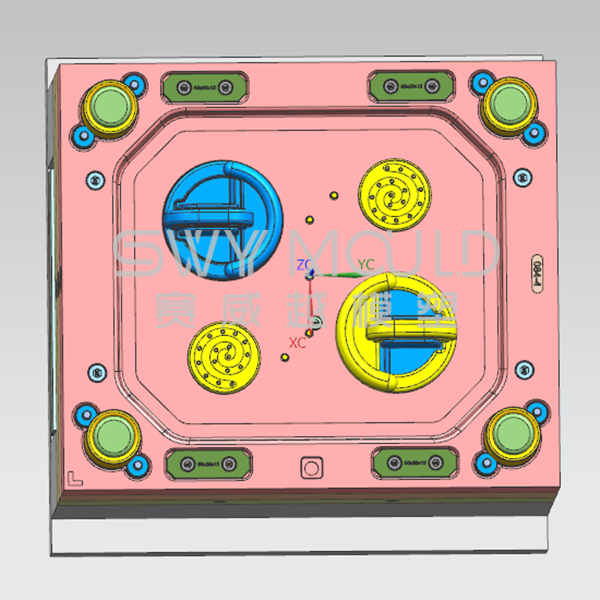
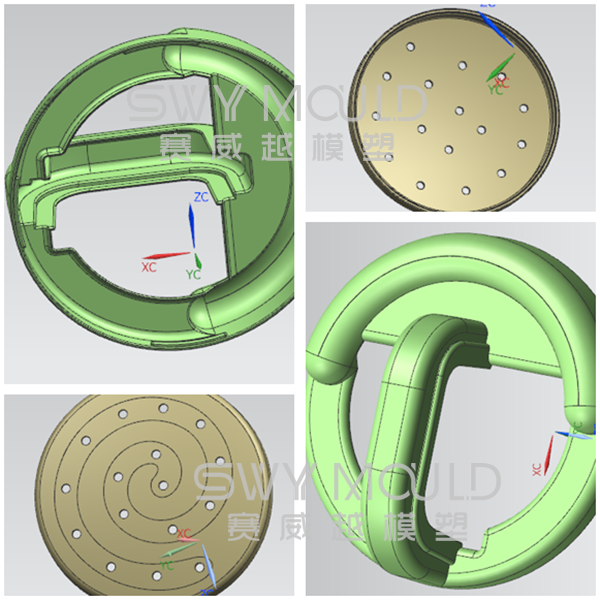
2. Después de esto, hacemos el diseño del producto considerando todos los puntos anteriores y hacemos dibujos en 2D y modelos en 3D.
3. Mientras hacemos los dibujos de ingeniería, así como los modelos 3D, también consideramos que el producto debe ser factible de hacer, y que el molde no debe ser demasiado complicado para funcionar.
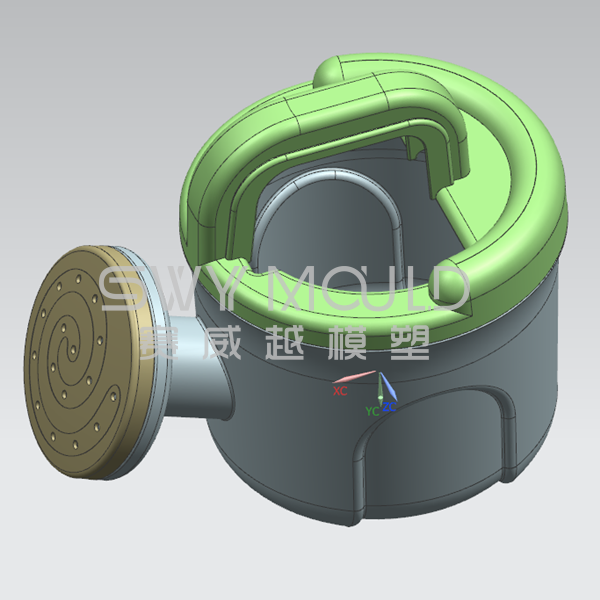
4. Después de la aprobación del modelo del producto por parte del cliente, generalmente hacemos el molde piloto para el mismo. Con la ayuda de este molde piloto, el cliente obtiene las muestras con las que puede tomar varias pruebas de línea para detectar fugas, funcionamiento de bisagras, taponado automático, dosificación de producto, etc. Este molde piloto también nos ayuda a conocer las mermas exactas, el tiempo de ciclo, y funcionalidad del molde.
5. Después de la herramienta piloto, podemos comenzar la herramienta de producción considerando todos los factores que hemos experimentado durante todo el procedimiento.
Método de tratamiento de fortalecimiento de la superficie del molde de inyección.
1. Nitruración de iones
Para mejorar la resistencia a la corrosión, la resistencia al desgaste, la resistencia a la fatiga térmica y las propiedades antiadherentes del molde, se puede utilizar la nitruración iónica. La ventaja sobresaliente de la nitruración iónica es que el tiempo de nitruración se acorta significativamente, la estructura de la capa de nitruración se puede controlar ajustando diferentes componentes del gas, se reduce la fragilidad de la superficie de la capa de nitruración, la deformación es pequeña, la curva de distribución de dureza de la capa de nitruración es relativamente estable y no es fácil de despegar y fatiga térmica. El material de matriz permeable es más ancho que la nitruración de gas, no tóxico, no explosivo y seguro en la producción. Sin embargo, para moldes con formas complejas, es difícil obtener un calentamiento uniforme y una capa de infiltración uniforme, y la capa de infiltración es poco profunda, la capa de transición es empinada y la uniformidad de la temperatura aún debe resolverse.
La temperatura de nitruración de iones es preferiblemente de 450~520℃, después de 6~9h de tratamiento, la profundidad de la capa de nitruración es de aproximadamente 0,2~0,3 mm. Si la temperatura es demasiado baja, la capa de filtración es demasiado delgada; si la temperatura es demasiado alta, la capa superficial es propensa a una capa suelta, lo que reduce la capacidad antiadherente. El grosor de la capa de nitruración de iones es preferentemente de 0,2 a 0,3 mm. El molde de nitruración de iones desgastado se puede poner en uso después de la reparación y la nitruración de iones nuevamente, lo que puede aumentar en gran medida la vida útil total del molde.
2. Nitrocarburación
La temperatura del proceso de nitrocarburación es baja (560~570℃), la deformación es pequeña, la dureza de la superficie del acero del molde procesado es tan alta como 900~1000HV, la resistencia al desgaste es buena, la resistencia a la corrosión es fuerte y la alta Dureza de la temperatura, se puede utilizar para moldes de fundición a presión, moldes de encabezado en frío, moldes de extrusión en frío, moldes de extrusión en caliente, moldes de forja de alta velocidad y moldes de plástico, respectivamente, pueden aumentar la vida útil de 1 a 9 veces. Sin embargo, a menudo se deforma después de la nitrocarburación con gas y la cantidad de expansión representa aproximadamente el 25 % del espesor del compuesto, lo que no es adecuado para moldes de precisión. Debe recocerse y retirarse antes del tratamiento.
Por ejemplo, en los troqueles de perforación de orificios de resorte de placa de acero Cr12MoV, después del tratamiento de infiltración de vanadio con baño de sal y nitrocarburación gaseosa, la vida útil del troquel se puede aumentar 3 veces. Otro ejemplo: punzón de tornillo de cabeza de refrigeración de acero 60Si2, que utiliza prenitruración, carbonitruración a corto plazo, enfriamiento directo con aceite, enfriamiento a baja temperatura y procesos de tratamiento de templado a temperatura más alta, que pueden mejorar la dureza del corazón y aumentar la vida útil del Golpe de cabeza fría Más de 2 veces.
3. Infiltración ternaria de carbonitruración
Puede llevarse a cabo en un horno de nitruración. El agente de infiltración es un agente de infiltración orgánico que contiene boro y amoníaco, la proporción es de 1:7, la temperatura de infiltración es de 600 ℃, el tiempo de infiltración es de 4 h, el espesor de la capa compuesta de la capa co-permeada es de 3~4 μm, el la profundidad de la capa de difusión es de 0,23 mm y la dureza de la superficie es HV011050. Después del tratamiento de coinfiltración, la vida útil del molde mejora significativamente.