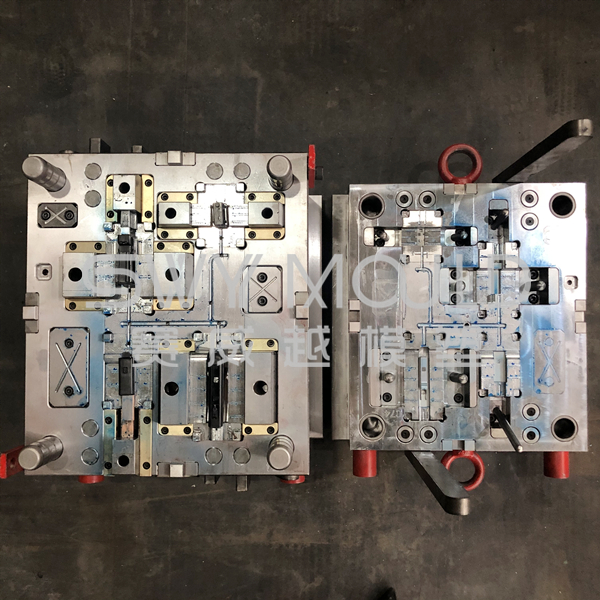
La preparación antes de pedir el molde de plástico para limpiaparabrisas automático.
El primer paso del pedido del molde es realizar la cotización. Nuestro cliente de Argentina nos envió un correo electrónico con fotografías de muestra y sus requisitos. Con información tan detallada, podemos ofrecerle precios razonables de moldes e informes de análisis de moldes. Después de un poco de discusión, nuestro cliente nos envió la muestra original por DHL, para que podamos comenzar a diseñar y fabricar moldes.
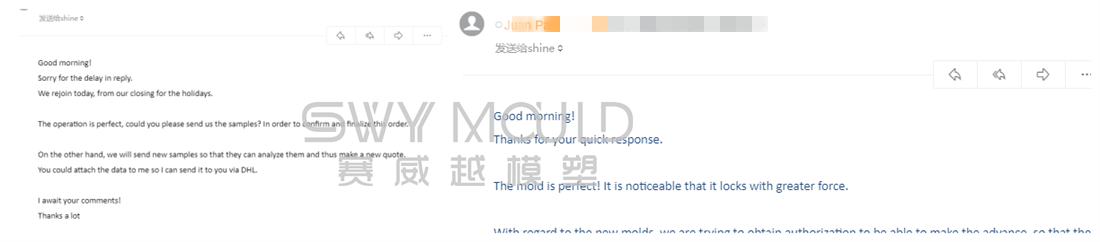
Los comentarios de nuestro cliente
Los pedidos repetidos se deciden por una buena calidad de molde y un buen servicio.
Nuestro cliente está satisfecho con nuestros moldes y nos envía más muestras para hacer nuevos moldes.
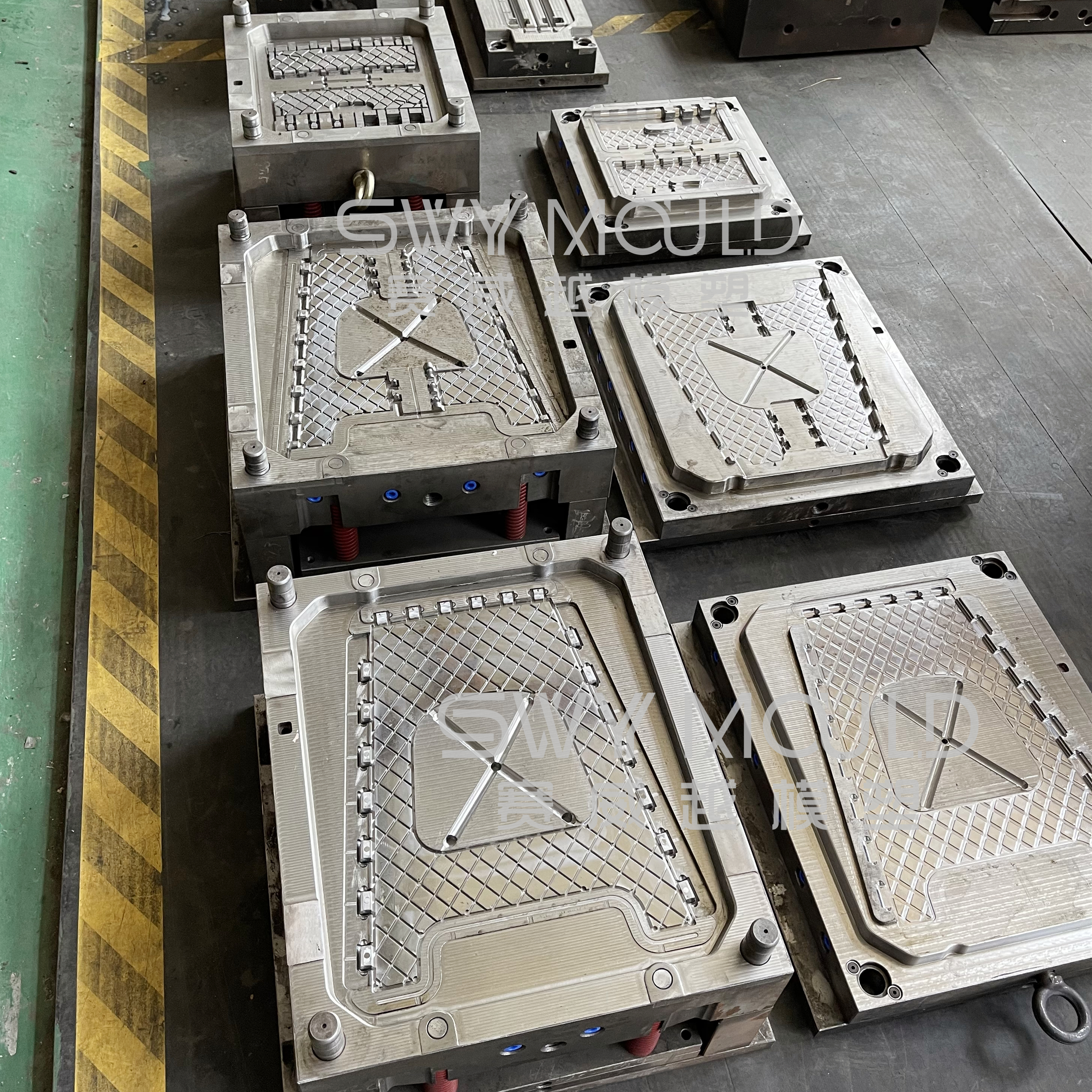
Control de temperatura del molde con sistema de enfriamiento de cobre-berilio
Dado que la temperatura del molde tiene una gran influencia en el ciclo de moldeo y la calidad de las piezas moldeadas, el método para controlar la temperatura del molde debe investigarse de antemano con tanto cuidado como otros parámetros del diseño del molde, como correderas, puertas y métodos de eliminación. Se deben considerar los siguientes puntos en el diseño del control de temperatura del molde.
1. Un sistema de circulación de agua caliente es más favorable que un sistema que emplea calentadores.
* Proporcione suficiente área de transferencia de calor para los canales de enfriamiento del molde (muchos canales de enfriamiento anchos).
* Acerque el canal de enfriamiento lo más cerca posible a las cavidades. (Si el canal de enfriamiento está lejos de las cavidades, la distribución de la temperatura de la superficie se vuelve amplia).
* Proporcionar una cantidad suficiente de agua en circulación. (Utilice un controlador de temperatura que bombee un gran volumen y tenga una presión de bombeo que supere la pérdida de presión en el canal de agua).
2. Considere el empleo de enfriamiento del núcleo. (Dado que el calor tiende a acumularse en la sección del núcleo, se requiere a lo largo del ciclo de moldeo si el enfriamiento no es suficiente)
* Los ejemplos de refrigeración por agua se muestran en las Figs. 8-6 y 8-7.
* En la Fig. 8-8 se muestra un ejemplo de refrigeración por aire.
* En la figura 8-9 se muestra el enfriamiento mediante un metal de buena conductividad térmica.
* El enfriamiento por tubo de calor se muestra en la Fig. 8-10.