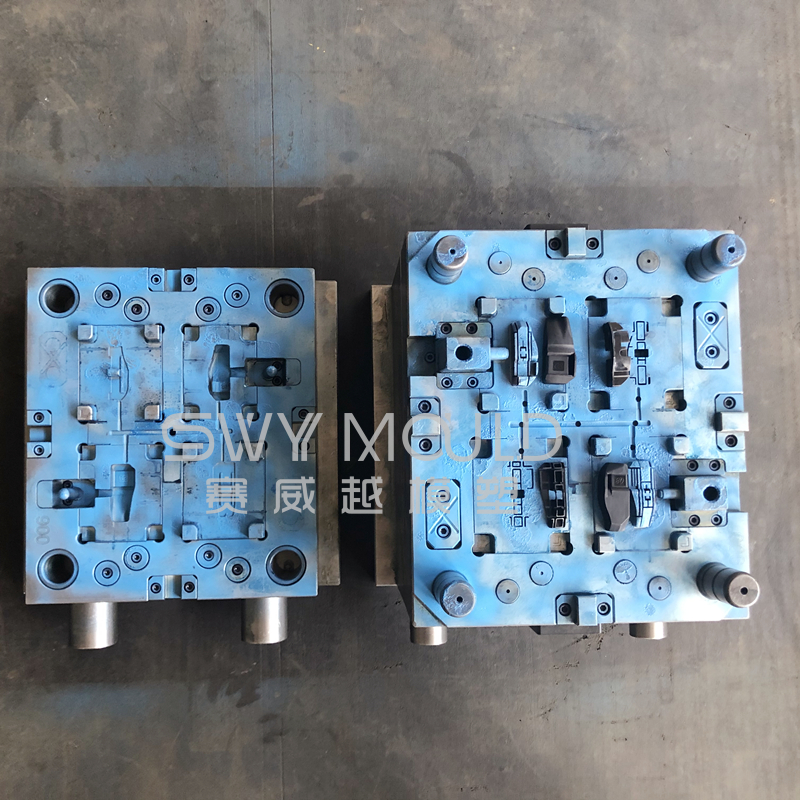
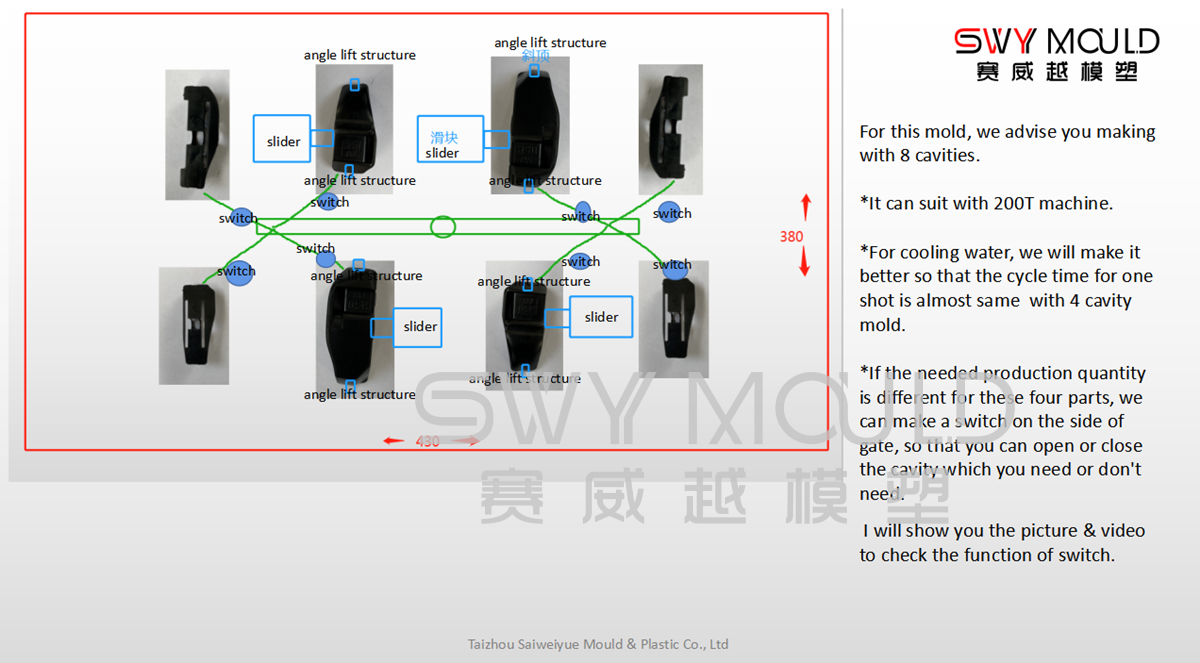
Análisis de muestras para moldes de inyección de brazo de limpiaparabrisas trasero de coche de plástico
Este molde está hecho para nuestro antiguo cliente, para cotización, solo nos envía las muestras por DHL y nos deja analizar. Teniendo en cuenta el tonelaje de la máquina y otros costos, le recomendamos que haga un molde de 2 + 2 + 2 + 2 cavidades para lograr la máxima producción. Posteriormente, nuestro cliente nos dice que la cantidad anual necesaria no es tan grande, por lo que la cambiamos a un molde de cavidad 1 + 1 + 1 + 1.
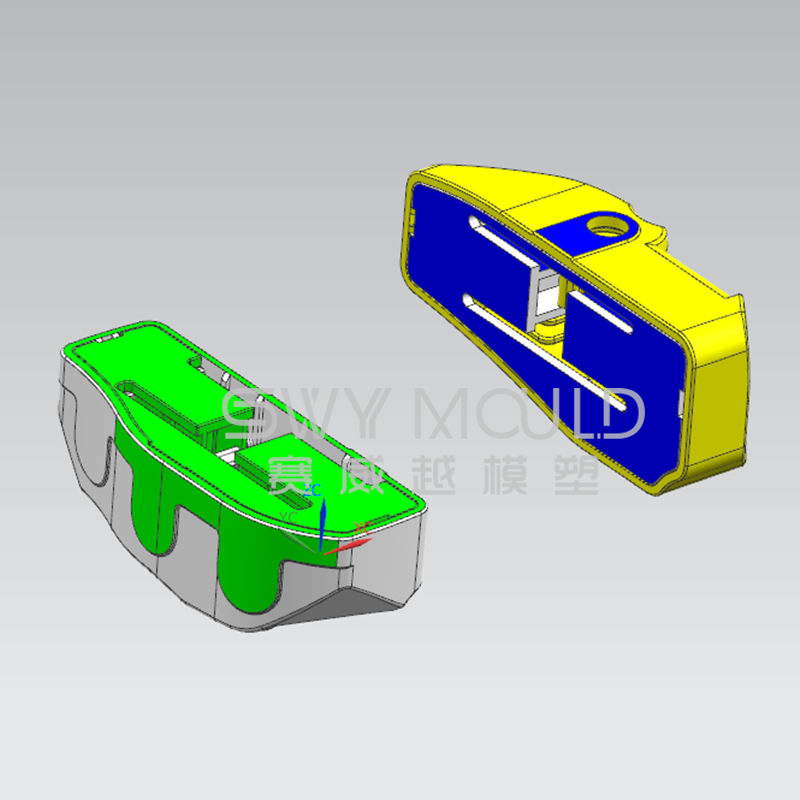
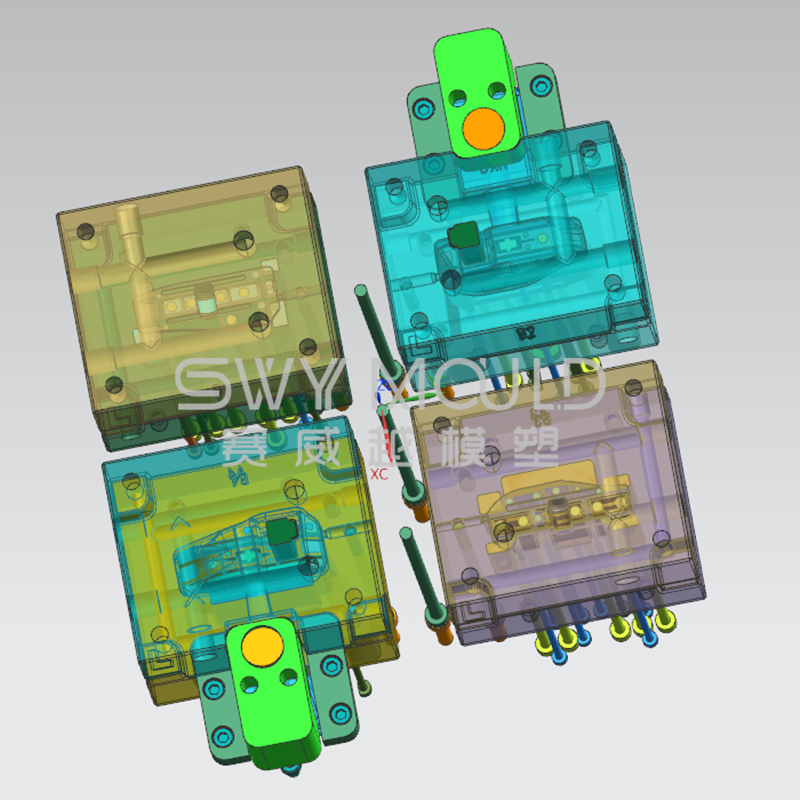
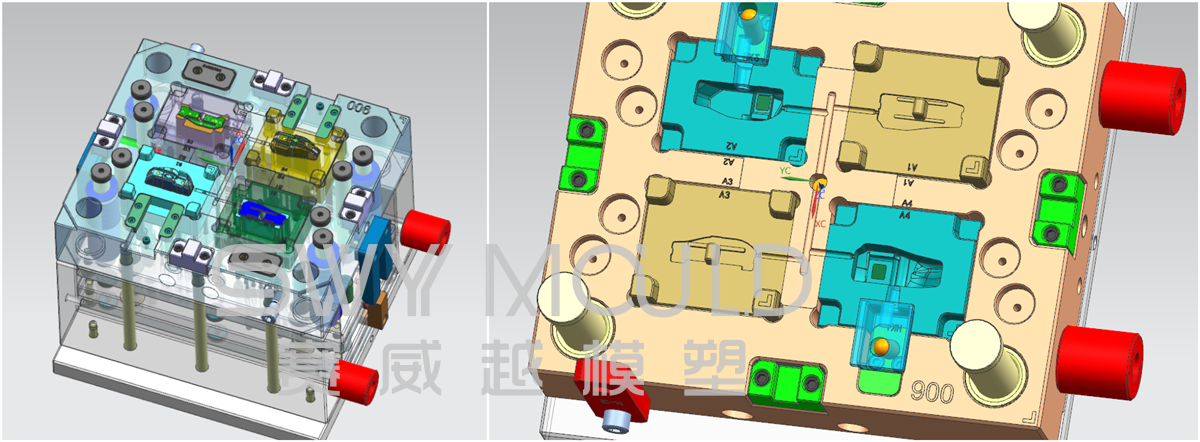
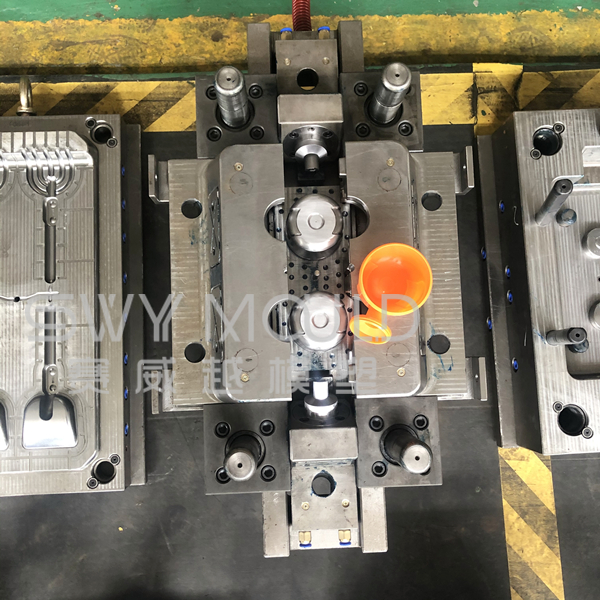
El proceso de diseño del molde de inyección de brazo de limpiaparabrisas trasero de plástico para automóvil
SWY MOLD es un equipo profesional con espíritu y pasión. Como somos jóvenes, nos atrevemos a innovar, como somos profesionales, somos valientes para perseguir el avance. Nuestros ingenieros tienen una gran experiencia en el diseño y desarrollo de moldes. Su principio es 'El diseño de un buen producto es la clave', por lo que los ingenieros prestan especial atención al diseño de moldes. Pruebe un diseño elaborado para extender la vida útil del molde y reducir el mantenimiento.
Los clientes pueden proporcionar los dibujos 2D o 3D en formato DXF, DWG, PRT, IGS, STP o simplemente enviarnos la muestra. Escanearemos la muestra, crearemos el producto en 3D y luego diseñaremos el dibujo del molde después de recibir los comentarios de los clientes. Podemos utilizar Unigraphics, SolidWorks, AutoCAD y Pro / ENGINEER para la fabricación de moldes.
1. Diseño conceptual
Ofrecemos enfoques de vanguardia y conceptos centrados en el cliente que le dan al producto una posición estratégica en el mercado.
Reunimos las tendencias actuales con las más punteras en cuanto a materiales y métodos se refiere.
Emparejamos los colores y texturas con las geometrías para lograr resultados homogéneos y llamativos.
2.Desarrollo de piezas
Creamos diseños de piezas complejos y proporcionamos soluciones técnicas que optimizan las actividades de fabricación de herramientas.
Destacamos la importancia del input proveniente de la experiencia con el propósito de llegar a un producto moldeado funcional y factible.
Utilizamos métodos de desarrollo base apoyados en el software Unigraphics para crear los modelos matemáticos de las piezas, también usamos ingeniería inversa en los casos que se requieran tomando como ítem un modelo físico del producto.
3. Diseño de moldes
Aportamos soluciones técnicas innovadoras en el diseño de herramientas y las implementamos mediante un equipo altamente calificado y recursos de TI de última generación.
Debido a la amplia gama de productos para los que diseñamos herramientas, logramos reunir diferentes orígenes y crear una base común basada en lo mejor de cada uno de ellos, logrando herramientas con una calidad y desempeño sobresalientes.
4. Construcción de moldes
La actual competitividad del mercado está obligando a las empresas a vigilar muy de cerca las inversiones, y considerando la proporción de gasto relevante que representan los moldes de inyección en el sector del plástico, podemos ofrecer un producto que se ajuste tanto a las expectativas financieras como técnicas de nuestros clientes.
Control del proceso de producción
El desafío de la producción económica es la reducción del tiempo de ciclo para lograr una mayor producción. Los tiempos de ciclo reducidos solo se pueden lograr aumentando la velocidad de producción, junto con un aumento de temperatura o presión. Los cambios en estos parámetros del proceso tendrán un impacto directo en el color y también en el brillo. Debido a la complejidad del proceso de producción, se necesita un sistema de control de calidad objetivo para garantizar un producto de alta calidad al final.
Para garantizar un color y un brillo uniformes, se necesita una frecuencia de muestreo frecuente en función de la tasa de producción total.
Como algunos colores pueden cambiar dependiendo de la temperatura (= termocromismo), la medición siempre debe realizarse a la temperatura del producto final para lograr resultados comparables.
1. Influencia de la plastificación
* Temperatura de fusión alta influencia sobre el color y el brillo
Mayor temperatura → más oscuro, menor saturación
* Influencia del tiempo de permanencia medio en el color y el brillo
Mayor tiempo de permanencia → más oscuro, menor saturación
* Influencia de la velocidad del tornillo en el color y el brillo
Las partes tienden a ser más brillantes
2. Influencia de los parámetros de moldeo
* Alta influencia de la temperatura del molde en el brillo
Molde pulido: Temperatura más alta → brillo ↑
Moho erosionado: temperatura más alta → brillo ↓
* Tasa de inyección
-influencia media en el color
tasa más alta → los termoplásticos amorfos tienden a ser más brillantes
Tasa más alta → dependiendo del material impacto ligeramente diferente en el cambio de color
-mayor influencia en el brillo
Molde pulido: tasa más alta → brillo ↑
Moho erosionado: tasa más alta → brillo ↓
¿Cómo elegir una máquina de moldeo por inyección?
La compra de una máquina de moldeo por inyección no es una inversión pequeña. Es un desperdicio comprar una máquina de moldeo por inyección demasiado grande y no es adecuado comprar una máquina de moldeo por inyección demasiado pequeña. Por lo tanto, elegir una máquina de moldeo por inyección que satisfaga las necesidades de producto del propio cliente se ha convertido en el contenido más preocupante de todo comprador.
Al seleccionar una máquina de moldeo por inyección, el estándar para seleccionar una máquina basándose solo en el peso de la inyección es una simplificación excesiva, y no es razonable usar solo la fuerza de sujeción. Por lo tanto, debemos combinar los dos y hacer una elección razonable.
1. Determinación del peso de inyección de la máquina de moldeo por inyección
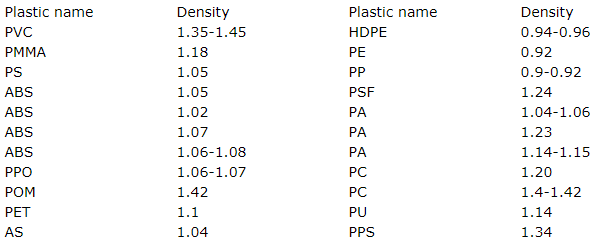
El peso de inyección es un parámetro importante del dispositivo de inyección de la máquina de moldeo por inyección. Es el parámetro más utilizado y también el parámetro clave a la hora de elegir una máquina de moldeo por inyección. Expresado en gramos (g) u onzas (oz) (Nota: 1g = 0.035 onzas, 1 onza = 28.35g) Aunque este parámetro es simple y claro, también es fácil malinterpretarlo. De hecho, la definición de peso de inyección se refiere al peso máximo de inyección de plástico que puede alcanzar el dispositivo de inyección cuando el tornillo de inyección se utiliza como carrera de inyección máxima en condiciones de inyección de aire (sin inyección en el molde); este parámetro refleja en cierta medida la capacidad de procesamiento de la máquina de moldeo por inyección; se puede medir o calcular a partir de la teoría. (Habrá un cierto grado de diferencia entre el valor teórico y el valor medido). El caucho usado en la prueba es generalmente un caucho duro PS general con un peso específico de 1.05.
Primero enumere la gravedad específica de los plásticos de uso común (Vx, g / cm3) en la siguiente tabla:
Pasos para determinar el volumen de inyección:
* Primero calcule el peso del producto: w = peso del producto + peso del sistema de compuerta (peso requerido para la inyección de W)
* Cuando el producto moldeado por inyección es poliestireno (ps), el volumen de inyección de la máquina de moldeo por inyección debe ser WPS; Wps = (1.3-1.1) * W (peso del producto + peso total del sistema de puerta), donde la calidad del producto Cuando el requisito es alto, el coeficiente debe ser un valor grande, de lo contrario puede ser un valor pequeño
* Cuando el producto es otro plástico (llamado plástico X) de acuerdo con el método anterior, primero calcule el volumen de inyección teórico del plástico que debería ser Wx; Wx = (1.3-1.1) * (peso del producto + peso total del sistema de puerta); Luego, de acuerdo con la densidad del plástico (X) convertida en el peso real del material PS Wps, la fórmula de conversión es WPS = Wx * 1.05 / VX
* De acuerdo con el resultado del cálculo Wps y la comparación de la muestra del producto, seleccione la máquina de moldeo por inyección adecuada
2. Cálculo de la fuerza de sujeción de la máquina de moldeo por inyección
Hay dos factores importantes para calcular la fuerza de sujeción:
* Área de proyección (S)
El área proyectada es el área más grande vista junto con la apertura y cierre del molde.
* Presión de la cavidad (P)
La presión de la cavidad se ve afectada por los siguientes factores: número y ubicación de las compuertas, tamaño de la compuerta, grosor de la pared del producto, características de viscosidad del plástico utilizado y velocidad de inyección.