El tanque séptico recolecta las aguas residuales y las trata por descomposición bacteriana y generalmente se ubica bajo tierra. Para un mejor sistema séptico, un buen tanque séptico es importante, lo que depende del tipo de material utilizado para su construcción. Hay cuatro tipos diferentes de tanques sépticos, como tanque séptico de hormigón, tanque séptico de acero, tanque séptico de fibra de vidrio y tanque séptico de plástico.
Taizhou Saiweiyue Mold & Plastic Co., Ltd, está especializada en la fabricación de moldes de inyección de plástico para fosas sépticas. Aquí te contamos la información sobre las fosas sépticas de plástico.
Tanques sépticos de plástico y sus ventajas y desventajas.
Los tanques sépticos de plástico están hechos de plástico de polietileno, por lo que también se les llama tanques sépticos polietileno. Son buenas alternativas a las fosas sépticas de hormigón y acero, ya que son más ligeras e inoxidables. El peso más ligero hace que sea más fácil de manejar e instalar tanques sépticos de plástico.
Los tanques sépticos de plástico tienen una gravedad específica de alrededor de 0,97, que es menor que la gravedad específica del agua, lo que hace que el tanque flote cuando el nivel freático está más cerca. Por lo tanto, antes de instalar un tanque séptico de plástico, se debe examinar el nivel freático de esa área en particular o proporcionar un anclaje al tanque para que se pueda eliminar la flotación o el desplazamiento del tanque. Las ventajas y desventajas de las fosas sépticas de plástico son las siguientes.
1. Ventajas
* Las fosas sépticas de plástico son económicas en comparación con otros tipos de materiales de fosas sépticas.
* Son fáciles de manejar e instalar.
* Tienen buena resistencia química
* A prueba de herrumbre
* Buena resistencia al agrietamiento
2. Desventajas
* Cuando el nivel freático está cerca del fondo del tanque, puede empujar el tanque hacia arriba y los tanques sépticos de plástico pueden flotar debido a su peso.
* Son propensos a sufrir daños en condiciones críticas
* No se deben colocar o mover pesos pesados sobre el tanque séptico de plástico, de lo contrario se desviará y cambiará su forma, lo que finalmente puede provocar la explosión del tanque debido a la alta presión.
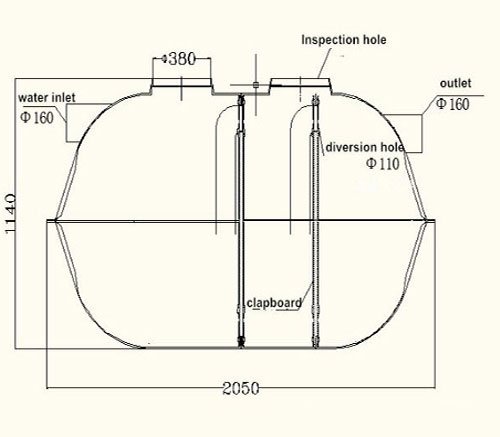
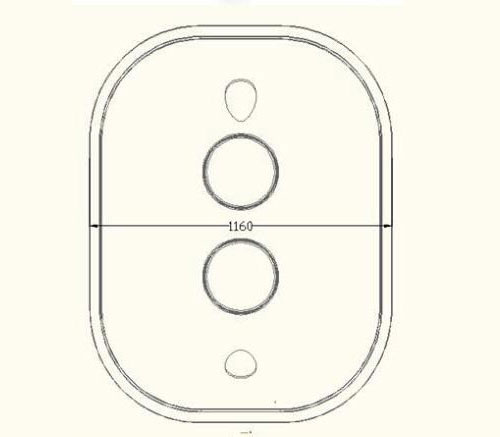
La estructura del tanque séptico de plástico.
El tanque séptico se divide en las siguientes partes: la tubería de entrada, el tanque séptico, la salida de aire y la placa de cubierta.
La estructura interna del tanque séptico se puede dividir en las siguientes partes: entrada de agua, lugar interno de un tanque séptico que se divide en tres partes por la tablilla, salida.
Los componentes del tanque séptico, incluidos los desechos, la salida de aire, la ventana, la salida de desechos y la salida de aire, el interior se ha dividido en tres partes.
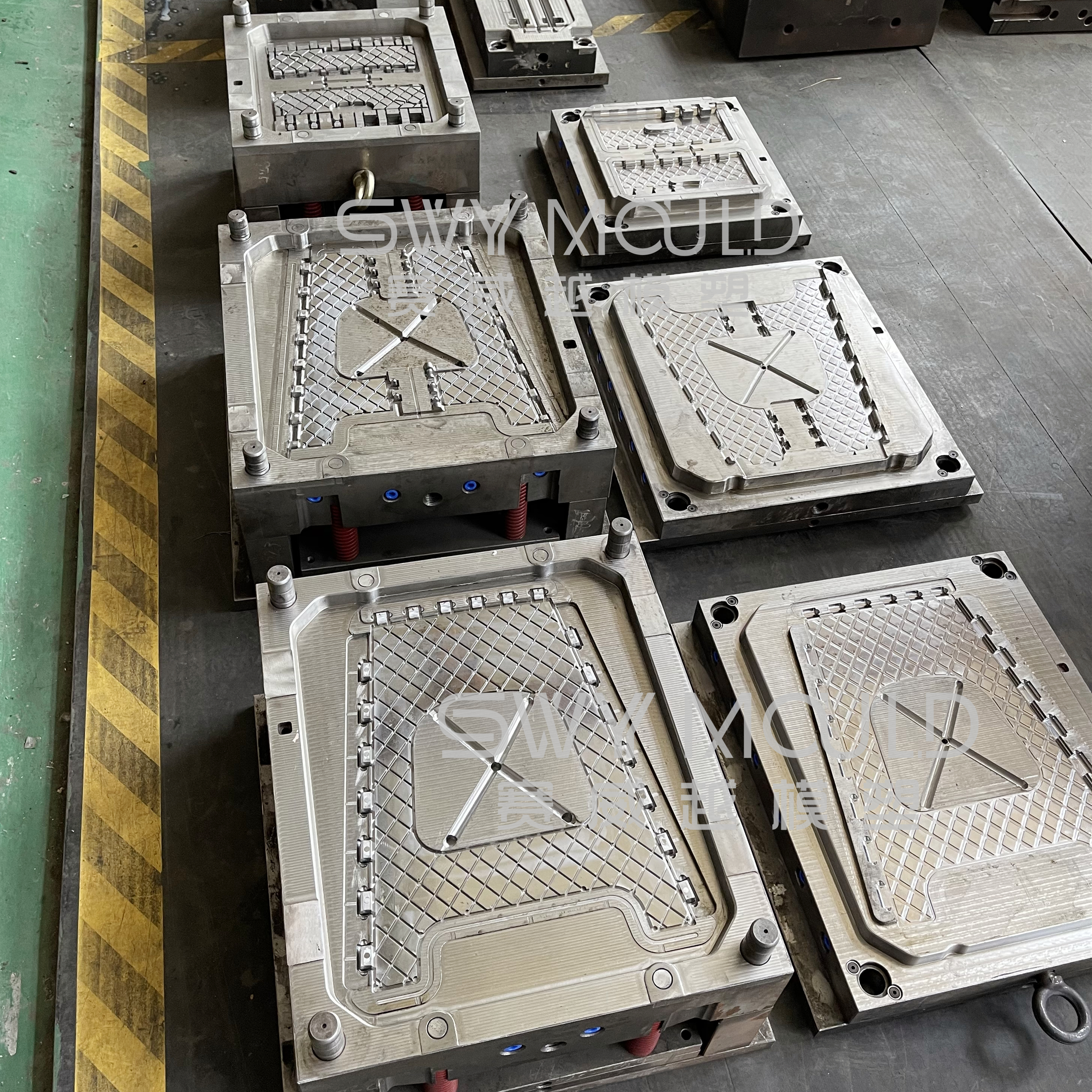
Máquina de dos placas para producir moldes de plástico para fosas sépticas
En este proyecto, la máquina de moldeo por inyección se ajusta a una fuerza de cierre de 3600 Toneladas. La tecnología del controlador MPC7.0 en combinación con un tornillo de inyección especialmente diseñado y sistemas hidráulicos optimizados garantiza que el proceso de inyección sea confiable y funcione sin problemas.
Cada disparo de 55 kg da como resultado una gran fosa séptica de 2,8 mx 1,2 mx 0,6 m con un grosor de pared preciso de 3,5 mm.
Al funcionar en modo semiautomático, el tiempo de ciclo de cada pieza es de 209 segundos. La serie SM-TP satisface los diferentes requisitos de la industria: 14 tonelajes de sujeción en total están disponibles entre 700 y 6500 toneladas y también 29 pesos de inyección que oscilan entre 1968 y 106.081 gramos por cilindro. Las permeaciones para combinar opciones de sujeción e inyección son, por lo tanto, numerosas.
¿Por qué la ventilación es tan importante para los moldes de inyección de plástico?
La ranura de ventilación del molde de inyección tiene dos propósitos: 1. Expulsar aire de la cavidad del molde de inyección de plástico durante el proceso de inyección del material plástico fundido; 2. Elimine los diversos gases producidos durante el proceso de moldeo por inyección. La configuración de las ranuras de ventilación es de gran importancia, especialmente para productos de paredes delgadas o ubicaciones alejadas de la puerta. Además, también se debe prestar mucha atención a las ranuras de ventilación para la producción de piezas de precisión o de pequeño tamaño, ya que pueden proteger los productos de quemaduras en la superficie, llenado insuficiente y otros defectos.
Entonces, ¿cuál es la ventilación suficiente para el moldeo por inyección de plástico? En términos generales, si no quedan marcas de quemado en el producto a la velocidad de inyección de plástico fundido más alta, entonces el efecto de ventilación de la cavidad del molde se considerará suficiente.
1. Métodos de ventilación
Hay muchas formas de ventilar la cavidad del molde, pero cada una de ellas tiene que garantizar que: mientras se realizan las funciones de ventilación, el tamaño de la ranura de ventilación debe poder evitar que el material entre en la ranura y que se obstruya en la misma. tiempo. Sin embargo, si hay demasiadas ranuras, hará más daño que bien, porque si la fuerza de sujeción contra el área de la superficie de separación de la cavidad del molde sin ranuras de ventilación es demasiado alta, el material de la cavidad será propenso a agrietarse, lo cual es muy peligroso. Además de estar diseñada en la superficie de separación de la cavidad del molde, la ranura de ventilación también se puede mecanizar en la sección final del sistema de canal. El espacio libre alrededor del eyector también puede actuar como una forma de dejar salir el aire atrapado. Si la altura, el ancho y la posición de la ventilación no se definen adecuadamente, se producirá el destello, lo que afectará la estética y la precisión del producto. Como resultado, el diseño de espacio libre debería poder evitar que se produzcan destellos alrededor del pasador de expulsión. En particular, vale la pena señalar que las piezas moldeadas como los engranajes no esperan ningún destello. Por lo tanto, deben emplearse los siguientes métodos de ventilación:
* Elimina completamente el aire en el corredor;
* Aplique un tratamiento de granallado a la superficie de partición con el abrasivo de carburo de silicio 200 # y abra las ranuras de ventilación en la sección final del sistema de corredera, refiriéndose principalmente a las ranuras de mecanizado en la sección final del subcanal, cuyo ancho debe ser igual a la del subcanal, mientras que la altura puede variar del material.
2. Enfoque de diseño
Basado en los años de experiencia en diseño de moldes de inyección y pruebas de moldes, este artículo tiene como objetivo explicar en general los principios de diseño de varios tipos de ventilación de moldes. Para piezas con formas geométricas complicadas, las posiciones de las ranuras de ventilación deben identificarse después de varias pruebas de moldes. Si el diseño de un molde adopta una estructura integrada, la mala ventilación será su mayor desventaja. Por lo tanto, para moldes con cavidad y núcleo integrados, se pueden adoptar los siguientes métodos de ventilación:
* Utilice la ubicación de la ranura o del inserto en la cavidad del molde;
* Hacer uso de la hendidura del inserto lateral;
* Mecanizar la parte local en forma de espiral;
* Cuando sea extremadamente difícil expulsar el aire del molde, se debe adoptar un inserto. Si no es fácil mecanizar una ranura de ventilación en algunas ubicaciones de un molde, como en las esquinas, el proceso de moldeo por inserción puede aplicarse de manera apropiada con la condición de que la apariencia y la precisión del producto no se vean afectadas. Este método no solo ayuda con la ventilación, sino que también puede reducir el nivel de dificultad para el mecanizado y también es conveniente para el mantenimiento.
3. Dimensiones de diseño de la ranura de ventilación
El ancho de la ranura de ventilación varía de 1,5 a 6 mm, mientras que el diseño de profundidad debe poder garantizar que el material plástico no se introduzca en la ranura para causar destellos. Su valor depende de la viscosidad del plástico fundido, pero normalmente su rango aplicable es de 0,013 a 0,05 mm.