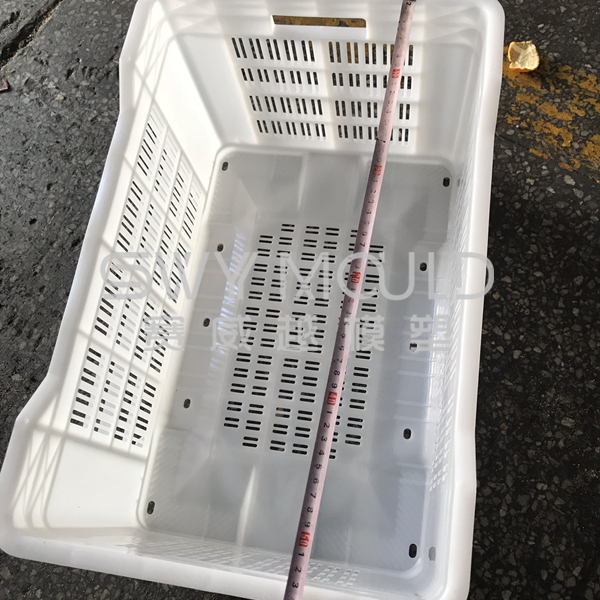
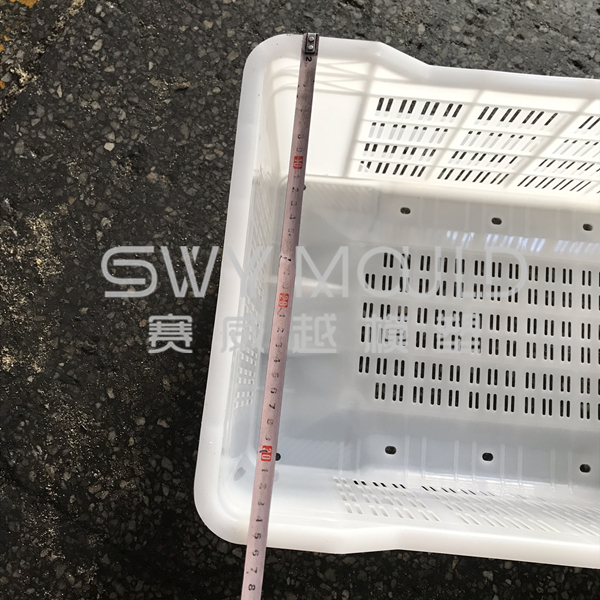
Prueba de nuestro molde de caja de rotación de plástico
Mantenimiento del molde de la caja de rotación de plástico
La caja de rotación generalmente se moldea por inyección y el proceso de producción es relativamente simple, pero también debemos prestar atención a algunos detalles en el proceso de producción para mejorar la calidad de la caja de rotación.
1. La elección de las materias primas.
El moldeo por inyección de la caja de rotación de polipropileno adopta principalmente resina de polipropileno copolimerizado. Para reducir el costo de producción, se puede agregar aproximadamente el 10% del lote maestro de llenado de polipropileno aleatorio a la materia prima principal. Si se necesita el color, se debe agregar una cierta proporción de colorante a la resina.
2. Antes de que la masa fundida de plástico se congele en la puerta, el tiempo de retención tiene una gran influencia en la precisión dimensional del producto.
El tiempo de espera depende de la temperatura del material, la temperatura del molde y el tamaño del canal principal y la puerta. Si el tamaño y las condiciones del proceso del canal principal y la compuerta son normales, generalmente según el valor de presión, el rango de fluctuación de contracción es pequeño. Por ejemplo, la temperatura segmentada del cilindro del material plastificante: frente 190 ~ 220 ℃, parte media 220 ~ 240 ℃, parte trasera 180 ~ 200%; temperatura de la boquilla 170-2000c; presión de inyección: 70 ~ 100MPa.
3. La caja plástica de rotación coopera con la automatización industrial para mejorar el nivel general, desarrollar productos multifuncionales, de alta eficiencia y bajo consumo, y realizar el camino hacia el desarrollo industrial. Por tanto, es necesario innovar en tecnología, y bajo la premisa de asegurar la calidad, acortar al máximo el ciclo de moldeo de cada momento relevante para asegurar que el producto pueda mantener un buen estado de moldeo.
4. El tiempo de enfriamiento también afectará la liberación de la caja plástica de rotación.
El tiempo de enfriamiento debe garantizar que el principio de moldeo del producto no provoque cambios, generalmente entre 30 y 120 segundos. Si el tiempo de enfriamiento es demasiado largo, no solo reducirá la eficiencia de la producción, sino que también dificultará el desmoldeo de piezas complejas e incluso producirá tensión de desmoldeo durante el desmoldeo.
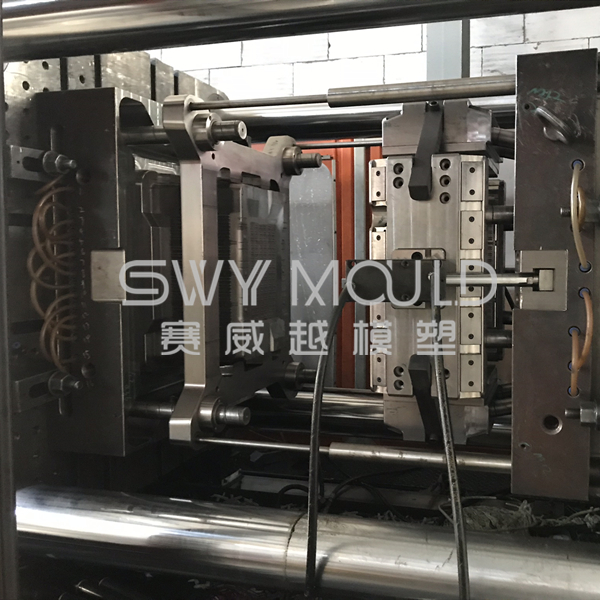
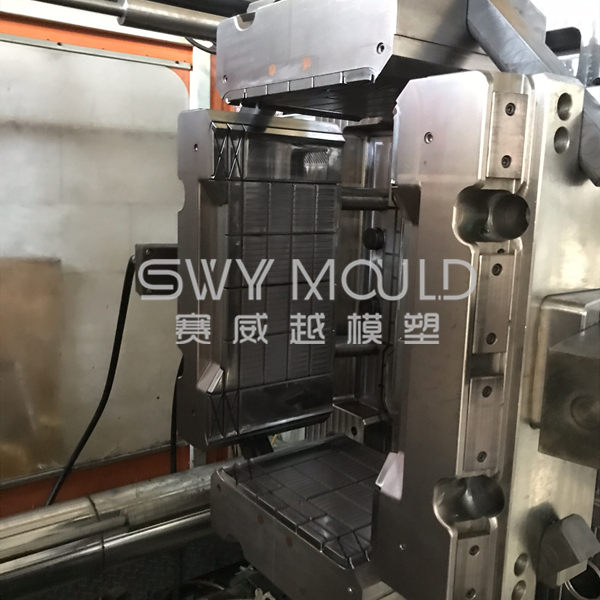
La máquina de moldeo por inyección necesaria para el molde de la caja de rotación de plástico
La caja de rotación tiene una forma más grande y más materiales de moldeo. La máquina de moldeo por inyección para moldeo en cajas debe ser una máquina de inyección con una capacidad de inyección superior a 1000 cm3. El ciclo de moldeo por inyección es de 60-180 s, en el que el tiempo de inyección es de 5 ~ 10 s, el tiempo de mantenimiento de la presión es de 5 ~ 15 sy el tiempo de enfriamiento es de 20 ~ 60 s. Debido a que la estructura de la caja de rotación es grande y compleja, el molde de formación debe diseñarse como una estructura de molde abierto multidireccional.