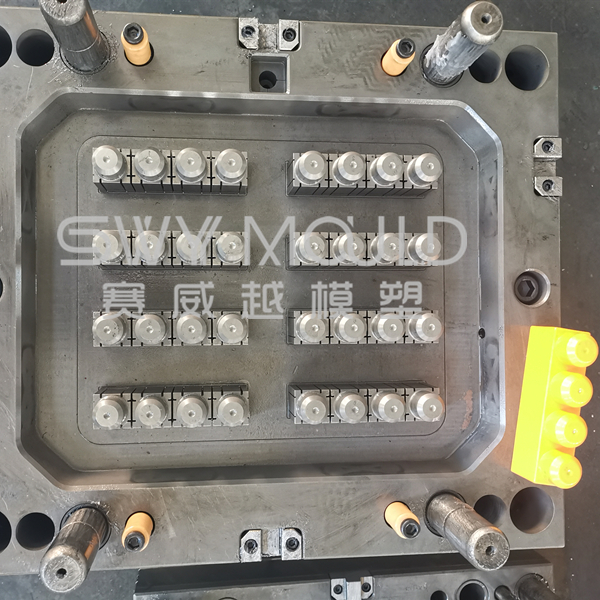
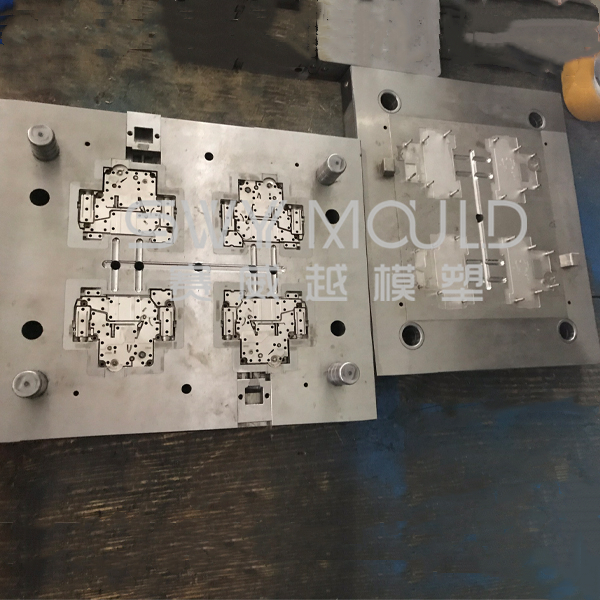
Molde de bloques de construcción de juguete de plástico
Con un equipo de maestros fabricantes de moldes y máquinas de procesamiento avanzadas, SWY Mold trabaja en estrecha colaboración con los clientes durante el progreso de los proyectos, desde la cotización hasta el diseño, pasando por el procesamiento y el envío a un precio justo y de manera oportuna. Seguimos desarrollando nuestra tecnología en los moldes de inyección de plástico para ofrecerte el mejor y mejor servicio y soluciones para moldes. Para obtener información más detallada sobre este molde, póngase en contacto con nuestro SWY MOLD. ¡Gracias!
El principio de producción de bloques de construcción de juguetes es suave y no puede rayar las manos de los niños. Entonces, el pulido es importante en la fabricación de moldes.
Métodos comunes de pulido de moldes y cómo funcionan
1. Pulido mecánico
El pulido mecánico es un método que elimina las partes que sobresalen de la superficie de una pieza de trabajo cortando o deformando plásticamente la superficie de un material para obtener una superficie lisa, durante el cual generalmente se utilizan piedras de aceite, ruedas de lana y papel de lija, etc. operaciones, y si los requisitos de calidad de la superficie son altos, se adoptará el lapeado y pulido de ultra precisión. El lapeado y pulido de ultra precisión emplea una herramienta de esmerilado de propósito especial que, empapada en un líquido de pulido que contiene abrasivos, se presiona contra la superficie maquinada de una pieza de trabajo para realizar una rotación de alta velocidad. Con esta tecnología, se puede lograr una rugosidad superficial de Ra0.008 μm, que representa la mejor rugosidad superficial entre varios métodos de pulido, y generalmente se aplica al pulido de moldes de lentes ópticos. El pulido mecánico es el método principal de pulido de moldes.
2. Pulido químico
El pulido químico se refiere al proceso en el que se sumerge un material en un medio químico que permite que las microproyecciones en la superficie del material se disuelvan primero antes de las abolladuras, obteniendo así una superficie lisa. El método se puede aplicar para pulir una pieza de trabajo con una forma complicada y puede trabajar simultáneamente en muchas piezas de trabajo para lograr una alta eficiencia. La rugosidad superficial que se puede obtener mediante pulido químico suele ser de Ra10 μm.
3. Electropulido
El principio básico del electropulido es el mismo que el del pulido químico, que consiste en disolver selectivamente la superficie de un material para crear una superficie lisa. Comparado con el pulido químico, puede eliminar la influencia de la reacción del cátodo, produciendo así un gran efecto.
4. Pulido ultrasónico
El pulido ultrasónico es un método que utiliza una sección de herramienta para vibración ultrasónica para pulir un material duro quebradizo mediante el uso de una suspensión abrasiva. Una pieza de trabajo se empapa en una suspensión abrasiva y luego se coloca en un campo ultrasónico junto con la suspensión que muele y pule la superficie de la pieza de trabajo por la acción de ondas ultrasónicas. El mecanizado ultrasónico tiene una pequeña fuerza macroscópica, por lo que no causa deformación de la pieza de trabajo, pero es difícil de fabricar e instalar las herramientas.
5. Pulido fluido
El pulido fluido se basa en un líquido que fluye y las partículas abrasivas que transporta para erosionar la superficie de una pieza de trabajo con fines de pulido. La molienda hidrodinámica es impulsada por sistemas hidráulicos, cuyo medio está compuesto principalmente por un compuesto especial (sustancia polimérica) que fluye a una presión más baja y se incorpora a un abrasivo que puede estar hecho de polvo de carburo de silicio.
6. Rectificado y pulido magnético
El pulido y pulido magnético es el uso de abrasivos magnéticos para formar un cepillo abrasivo bajo la acción de un campo magnético para pulir una pieza de trabajo. Este método presenta una alta eficiencia de procesamiento, gran calidad y condiciones de procesamiento fáciles de controlar. Con abrasivos adecuados, la rugosidad superficial que se puede obtener mediante este método alcanza hasta Ra0,1 μm.
7. Pulido ultrasónico por electroerosión
Para mejorar la velocidad de pulido de una pieza de trabajo con una rugosidad superficial de Ra1.6 μm o más, la onda ultrasónica se combina con una fuente de energía dedicada de alta frecuencia, pulso estrecho y valor pico alto para pulido compuesto, con vibración ultrasónica y corrosión por pulsos eléctricos que actúan simultáneamente sobre la superficie de una pieza de trabajo para reducir rápidamente la rugosidad de la superficie, lo que es eficaz para pulir la superficie rugosa de un molde después del mecanizado mediante corte, fresado, electroerosión y corte con alambre.
Las consideraciones importantes durante el pulido de moldes
1. Antes de comenzar a mecanizar una nueva cavidad, primero inspeccione la superficie de la pieza de trabajo y luego límpiela con queroseno, para que la función de corte de la piedra de aceite no funcione mal debido a la atracción de suciedad.
2. Al pulir una superficie rugosa, el trabajo debe realizarse desde la parte difícil hasta la parte fácil. Especialmente para algunos rincones muertos que son difíciles de pulir, primero se debe pulir el fondo profundo y, finalmente, los lados y la gran superficie plana.
3. Algunas piezas de trabajo pueden tener varios componentes ensamblados para lijar. Es necesario pulir por separado la textura rugosa o el patrón de electroerosión de una sola pieza de trabajo antes de pulir y alisar la pieza de trabajo ensamblada.
4. Para piezas de trabajo con una gran superficie plana o una superficie lateral, use piedra de aceite para pulir las líneas rugosas y luego use láminas de acero rectas para la inspección de transmisión de luz, para verificar si hay irregularidades o cortes. Si es así, será difícil soltar la pieza o la pieza puede resultar dañada.
5. Para eliminar las muescas causadas por el esmerilado de las piezas del molde, o para responder a la situación en la que algunas superficies en contacto deben protegerse, se puede colocar una hoja de sierra o papel de lija en el borde para obtener un efecto protector ideal.
6. Tire hacia adelante y hacia atrás para moler la superficie plana de un molde y trate de mantener el mango de la piedra de aceite lo más horizontal posible. No exceda los 25 °, porque cuando la pendiente es demasiado grande, la fuerza se presiona de arriba hacia abajo, lo que puede dar lugar a la creación de muchas líneas rugosas en la pieza de trabajo.
7. Cuando la superficie de una pieza de trabajo se pule con papel de lija prensado en cobre o bambú, el papel de lija no debe ser más grande que el área de la herramienta, de lo contrario, las partes que se supone que no deben pulirse se pulirán.
8. Trate de no usar una lijadora para reparar la superficie de partición, porque la superficie de partición pulida por el cabezal de la rueda es rugosa con ondas irregulares. Cuando sea necesario, la cabeza de la rueda debe fijarse con equilibrio concéntrico.
9. La forma de la herramienta de esmerilado debe estar cerca de la forma de la superficie del molde, para garantizar que la pieza de trabajo no se deforme con el esmerilado.
El pulido de moldes durante la fabricación de moldes es un paso del proceso muy importante que está estrechamente relacionado con la calidad y la vida útil de un molde, al mismo tiempo que determina la calidad del producto. Comprender cómo funciona el pulido, dominar el proceso tecnológico y seleccionar un método de pulido adecuado puede mejorar la calidad, así como la vida útil de un molde, mejorando así la calidad del producto final.