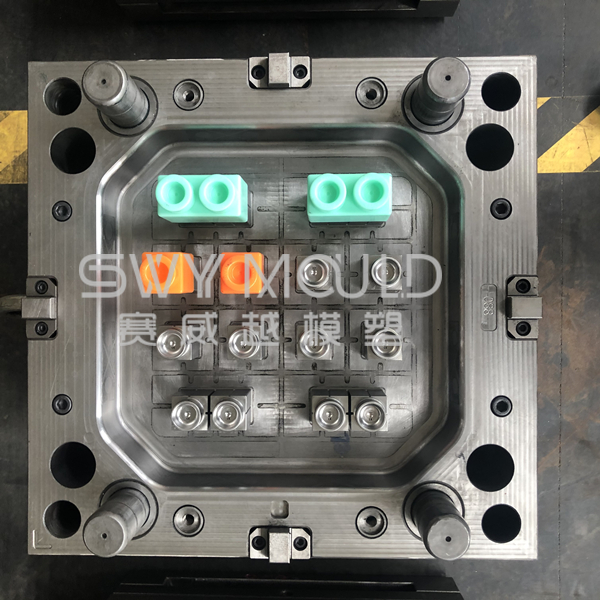
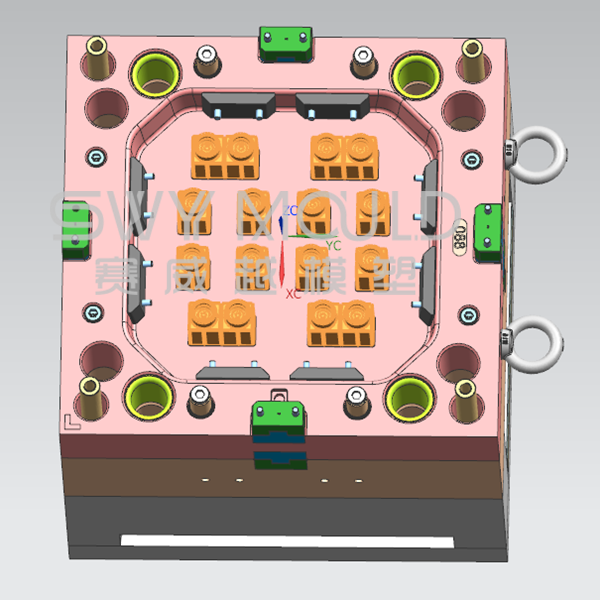
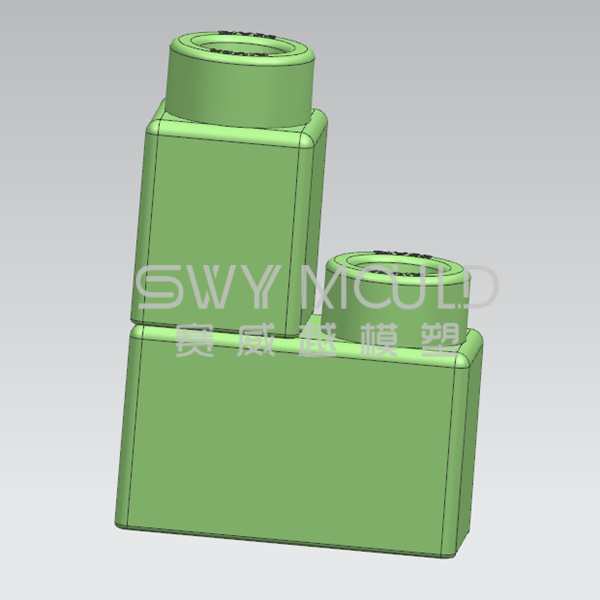
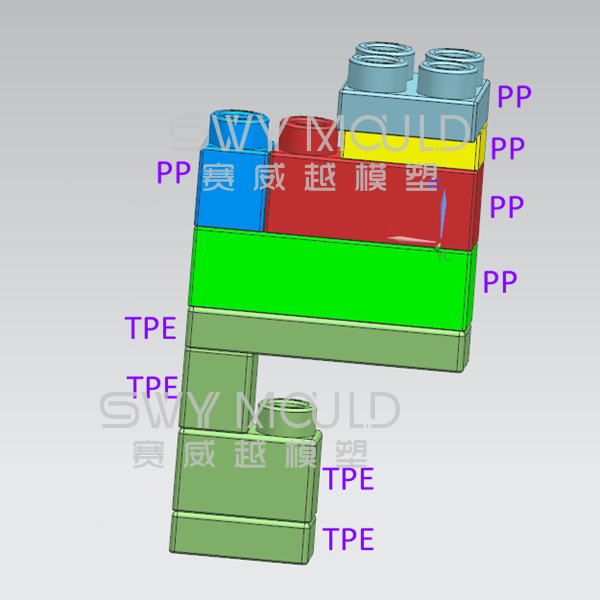
Molde de inyección de TPE suave de bloques de construcción de juguete
Materia prima: TPE blando (al principio, el cliente elige PVC blando, por fin, se cambió a TPE blando, teniendo en cuenta la protección y la seguridad del medio ambiente)
Tamaño de los bloques: 31 * 31 * 53 mm y 62 * 31 * 53 mm
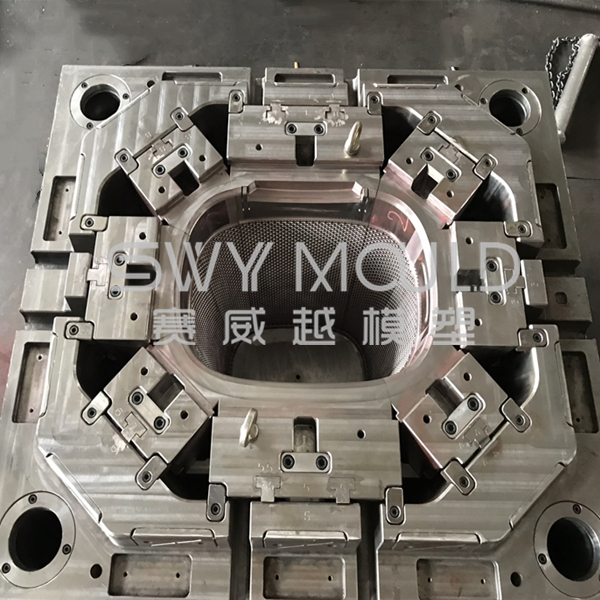
Molde de acero: S136 (anticorrosión)
Acero base: 60 #
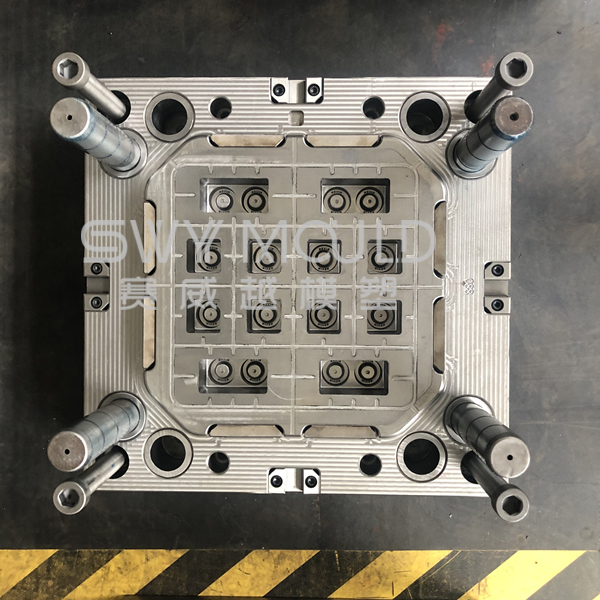
Cavidad del molde: 8 + 4
Sistema de inyección: corredor frío
Tamaño del molde: 420 * 410 * 460 mm
Peso del molde: 525 KG
Requerido: coincidencia con bloques de construcción de PP
Los elastómeros termoplásticos (TPE) son una forma de polímeros termoplásticos. También son una clase de copolímeros, o una mezcla física de caucho y polímeros plásticos, que constan de propiedades termoplásticas y elastoméricas. Los TPE también se conocen como caucho termoplástico, ya que exhibe algunas de las propiedades de rendimiento del caucho. Sin embargo, los TPE se procesan de manera similar al plástico y son reciclables.
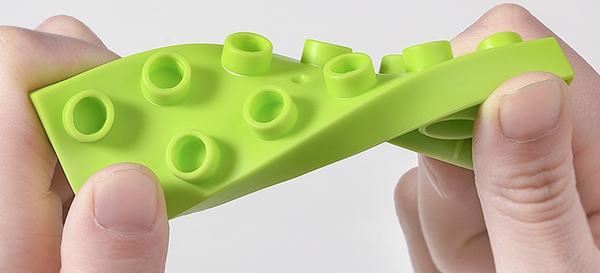
El componente elastomérico de los TPE los hace suaves y flexibles, por lo que se pueden estirar al doble de su longitud inicial. Volverán a su longitud original cuando se publiquen. Los TPE son suaves al tacto, por lo que son ideales para una variedad de mercados y bienes de consumo. Además, los elastómeros termoplásticos blandos son fáciles de moldear y extruir sobre otros TPE. Como resultado, son ideales para agarres suaves de productos, así como anillos de sellado y revestimientos de tapas de botellas.
También existen diferentes clases genéricas de TPE comerciales:
1. Copolímeros de bloque de estireno, TPS (TPE-s)
2. Elastómeros de poliolefina, TPO (TPE-o)
3. Vulcanizados, TPV (TPE-v o TPV)
4. Poliuretanos, TPU (TPU)
5. Copoliéster, TPC (TPE-E)
6. Poliamidas, TPA (TPE-A)
7. Elastómeros termoplásticos no clasificados, TPZ
Ventajas del material TPE
1. Procesamiento simplificado
2. Menores costos de repuestos
3. Los TPE se pueden colorear
4. Piezas y desechos reciclables
5. Duradero
6. Excepcional resistencia a la fatiga por flexión
7. Buenas propiedades eléctricas
8. Resistencia al desgarro y la abrasión
9. Alta resistencia al impacto
10. Resistencia química
11. Resistencia a la intemperie
Propiedades físicas del material TPE
1. Resistencia a la tracción: 1740 - 4210 PSI
2. Alargamiento por tracción: 330% - 560%
3. Durómetro: 30 a 56
4. Excelente resistencia a los rayos UV y al ozono
5. Caucho denso
6. Resistencia al deslizamiento
7. Excelente resistencia a la intemperie
8. Absorción de impactos
9. Flexibilidad
10. Textura suave
11. Beneficio de ser coextruido
Problemas de que el TPE se adhiera al molde durante la producción
Los materiales de caucho blando de elastómero termoplástico TPE son más comunes en el proceso de moldeo por inyección, especialmente en el caso de baja dureza, la dureza del TPE es inferior a 60A, el problema de adherencia es bastante común y los modos de adherencia principales adoptan dos formas.
1. Elastómero termoplástico en el molde principal
Dado que la ruta de flujo principal es la posición más cercana a la boquilla de inyección, la presión ejercida por la inyección de tornillo es la mayor, lo que resulta en la menor contracción del material en esta área, por lo que el material y la pared interna de la compuerta se deslizan para generar una mayor fricción. .
La solución específica es la siguiente:
* Debido a la particularidad del material elastómero termoplástico, cuanto más lisa es la superficie del molde, mayor es la fuerza de adsorción, que es exactamente lo opuesto al plástico duro. Por lo tanto, el casquillo de la compuerta puede someterse a un mecanizado de descarga eléctrica para retener un cierto grosor del patrón de descarga y reducir la trayectoria del flujo.
* El pasador de expulsión del canal de flujo adopta la forma invertida del patrón de pasador de la ranura de flujo, lo que aumenta la fuerza de tracción del canal de flujo. No hay necesidad de preocuparse por la hebilla inversa, el canal de flujo no se quitará, porque se trata de un pegamento suave, por supuesto, el ángulo de la hebilla inversa se puede iniciar desde un pequeño experimento lento si una forma de Z general Si se utiliza una aguja, existe la posibilidad de que la fuerza de tracción sea insuficiente, lo que provocará que el patrón se atasque en la trayectoria del flujo.
2. Productos de moldeo por inyección de elastómeros termoplásticos
En comparación con el molde de pegado de la puerta principal, la probabilidad de que el molde de producto se pegue es baja. Por lo general, el molde de pegado del producto se produce en el diseño de la estructura del producto, por ejemplo, el ángulo de estiramiento del molde macho es demasiado grande, el molde macho necesita el procesamiento del patrón de piel y similares.
La solución específica es la siguiente:
* El molde macho se pule a una superficie de espejo tanto como sea posible para aumentar la fuerza de adsorción, que también es contraria al plástico duro.
* El ángulo de tiro del molde macho se puede hacer de tamaño pequeño, o simplemente no se puede redactar, y si se permite, incluso se puede invertir.
* La cabeza del dedal se puede proporcionar con una nervadura transversal.
* Desde el aspecto del proceso de moldeo, el molde maestro se puede conectar a una temperatura de molde alta, y el molde macho se puede conectar a un molde bajo.
* Ajuste de la formulación del material elastómero termoplástico para bajar la temperatura del proceso de moldeo por inyección.
* Reducir la presión de retención.
* Antes del moldeo, se rocía el desmoldeante en la cavidad.
En circunstancias normales, el elastómero termoplástico se moldea en el molde después de la unión, que es el primer molde principal y el segundo caso descrito anteriormente.
Sin embargo, a veces debido a los materiales, la configuración de los parámetros del proceso o las razones del diseño del molde, el producto se adherirá al molde frontal (por ejemplo, el molde frontal tiene una gran fuerza de adsorción), es difícil de desmoldar e incluso el producto se deforma o se tira , y puede deberse al reparto principal. El problema de pegarse a la boca generalmente se debe a que la presión de sujeción es demasiado grande. Esto también creará un problema de puerta.
Para elastómeros termoplásticos de dureza media o superior, se aumenta la profundidad de los dermatoglifos y, por el contrario, es fácil formar un molde pegajoso, lo que requiere atención.
Mejora del problema de adherencia de TPE
1. Adición de un lubricante externo al material elastómero elastómero termoplástico, como silicona, amida de ácido oleico, erucamida, EBS, etc.
2. Reducir la adición de aceite suavizante, el aceite de parafina relativamente puro es mejor.
3. Incrementar la temperatura de cristalización y la velocidad de cristalización del material en fase continua.